שירות התאמת המוצר המקצועי שלנו הופך את הרעיון שלך למציאות, ומספק חוויה חלקה מהרעיון ועד להצגת המוצר על המדף הקמעונאי


עם מפעלים בסין ובקמבודיה, יש לך את הגמישות לבחור את אתר הייצור המציע את הטבות התעריף המשתלמות ביותר בהתאם למצב הספציפי שלך.
מה הפך את סינברי לבחירה של שני דורות? עם עקרונות איכות מוגדרים בבירור, תיעוד ורישומים מנוהלים היטב, והכי חשוב, ניתוח תהליכים מעמיק ובדיקה, אנו מסוגלים להבטיח איכות גבוהה עקבית.


ב-Synberry, חדר הדגימות שלנו מקדם את הפיתוח והליטוש של עשרות דגימות חדשות במקביל מדי יום. עבורנו, דגימה לעולם אינה סוף שירות עצמאי - זוהי נקודת ההתחלה של ייצור בכמות גדולה. לאחר שכל חומר, רוכסן, רכיב חומרה ממתכת, אבזם פלסטיק ופרט אומנותי סוכמו בשלב הדגימה, אותם מפרטים בדיוק מועברים ישירות לקו הייצור בכמות גדולה.מהדורה זו מתעדת את מסע הדגימה המלא של תרמיל גב עסקי מניילון יוקרתי שפותח במיוחד עבור לקוח שוויצרי. כל פרט עיצובי שתראו למטה משוכפל בסופו של דבר לאותו סטנדרט בכל 3,000 תרמילי הגב המוגמרים. להלן פירוט שלב אחר שלב של התהליך כולו, החל משרטוט טכני ועד לדוגמה הפיזית המוגמרת. תוֹכֶן הָעִניָנִים:1. בחירת בד2. פיתוח עובש חומרה3. בחירת רכיבי פלסטיק4. פרטי אומנות לשיפור איכות ונוחות5. בדיקת ואישור מדגם6. שאלות נפוצות7. סיכום 1. בחירת בדים1.1 בחירת בד גוף עיקרי והתאמת צבעיםבד הגוף העיקרי עשוי מניילון בליסטי 1680D. סוג זה של ניילון מתאפיין בצריכת חוטים גבוהה יותר ואריגה צפופה יותר, המספקים מרקם משטח מעודן עם ברק עדין. יחד עם זאת, הוא מציע עמידות מצוינת בפני שחיקה ועמידות בפני קרעים. גם לאחר שימוש ממושך, הוא פחות נוטה לגלול או להיתפס, מה שהופך אותו למתאים באופן מושלם לדרישות הביצועים של תרמיל גב יוקרתי.השלב הבא היה בחירת צבע. בהתבסס על תיאור הצבע המועדף על הלקוח, בחרנו שלוש אפשרויות תואמות מספריית דוגמיות הצבעים שלנו, המצויות במלאי, לסקירה. לאחר השוואה והערכה, הלקוח בחר בסופו של דבר בצבע מספר 16 כצבע הסופי לפרויקט. 1.2 בחירת בד בטנהלאחר שבחרנו את הבד העיקרי לתיק הגב, המשכנו לבחור את חומר הבטנה. הלקוח ביקש בד קומפקטי ובעל צפיפות גבוהה, עם גימור מט ומראה קטיפה עדין, שייצור תחושה מאוזנת של איכות פרימיום שתשלים את הניילון הבליסטי 1680D החיצוני.לאחר בחינת אפשרויות רבות לבטנה, בחרנו בבד פוני 150D בצפיפות גבוהה. בד זה מתאפיין בצפיפות עיוות גבוהה יותר ואריגה הדוקה יותר, המעניקים לו תחושה יציבה וחלקה ותמיכה מבנית מעולה. הוא מסייע לחלק הפנימי של התרמיל לשמור על מראה נקי ומסודר גם לאחר שימוש ממושך. בנוסף, המבנה הארוג הצפוף שלו יוצר באופן טבעי מרקם ויזואלי עדין דמוי קטיפה, התואם בצורה מושלמת את ציפיות הלקוח הן לאסתטיקה והן לביצועים.1.3 הדפסת לוגו מותאם אישית על בד הבטנהכתיק גב ממותג פרימיום, הזהות שלו משתרעת הרבה מעבר ללוגו המוצג על החלק החיצוני. לוגו המותג משולב בקפידה גם בפרטים הקטנים ביותר לאורך המוצר.עבור פרויקט זה, השתמשנו בהדפסה מבריקה שקופה כדי להדפיס לוגו שקוף על בד הבטנה. בניגוד להדפסת העברה בחום קונבנציונלית, שבדרך כלל מייצרת מראה שטוח עם עומק ויזואלי מוגבל, הדפסה מבריקה שקופה יוצרת לוגו שלוכד את האור מכל זווית. המרקם המבריק הייחודי שלה מאפשר לדוגמה להחזיר אור בצורה שונה בהתאם לזווית הצפייה, מה שמעניק ללוגו אפקט ויזואלי מעודן ודינמי.הגימור בגוון-על-גוון מאפשר גם ללוגו להשתלב באופן טבעי עם בד הבטנה, מה שמשפר את ההרמוניה והעקביות הכלליות של עיצוב הפנים. גישת מיתוג עדינה אך מתוחכמת זו משדרגת את האיכות הנתפסת של התרמיל ומתיישבת בצורה מושלמת עם שאיפתו של המוצר לאומנות יוקרתית ותשומת לב לפרטים. 2. פיתוח תבניות לחומרה ממתכתלוגו מתכתלוגו המתכת מיוצר באמצעות יציקת סגסוגת אבץ בגימור אלקטרוליטי כסוף. פיני הרכבה בגב הלוגו משמשים לחיבורו בצורה מאובטחת לבד.בהתבסס על הגרפיקה שסיפק הלקוח, יצרנו תחילה את שרטוט עיצוב התבנית, תוך התאמת פרופורציות הלוגו בקפידה ואישור המידות הסופיות. לאחר שצוות העיצוב שלנו וחדר הדגימות אימתו שהפרופורציות הוויזואליות עמדו בציפיות העיצוב המיועדות, המשכנו בייצור תבנית הפלדה לייצור.להגנה על פרטיות הלקוחות, לוגו המותג המוצג בתמונות טושטש.מושך מתכתמושך המתכת דורש גם פיתוח תבנית בהתאמה אישית, מה שמאפשר לעצב אותו כסמל ייחודי המייצג את מותג הלקוח ויוצר קשר חזותי עם הלוגו של הגוף הראשי.תהליך פיתוח התבנית עבור מושך המתכת דומה במידה רבה. בהתבסס על העובי הכולל של התרמיל ומידות הידית, אנו מתאימים את יחס האורך-רוחב והעקמומיות של מושך המנגנון כדי להבטיח אחיזה נוחה במהלך השימוש תוך שמירה על עקביות עם סגנון העיצוב הכללי.כל עיקול, קצה וגימור משטח עוברים ליטוש קפדני על מנת להבטיח שהחומרה לא רק תעמוד בדרישות הפונקציונליות אלא גם תהפוך לפרט ייחודי המשפר את המרקם הכללי ואת התחושה היוקרתית של התיק.להגנה על פרטיות הלקוחות, לוגו המותג המוצג בתמונות טושטש. 3. רכיבי פלסטיק: רוכסן YKK ואבזמי DURAFLEXעבור תרמיל גב, רוכסנים ואבזמים הם האביזרים הנפוצים ביותר. הם קובעים ישירות את חוויית השימוש היומיומית ואת חיי השירות של התרמיל.עבור תרמיל גב יוקרתי זה, בחרנו ברוכסן YKK המפורסם בתעשייה. שיני הרוכסן של רוכסני YKK מסודרות באופן שווה ובעלות מבנה צפוף, ומספקות חווית משיכה חלקה ללא הידבקות או חסימה. אפילו לאחר מאות אלפי בדיקות משיכה, הם כמעט ולא חווים כשלים. עמידותם עולה בהרבה על רוכסנים רגילים, מה שמאפשר לתרמיל לשמור על חוויית משתמש חלקה ואמינה באופן עקבי לאורך זמן רב.באופן דומה, נבחרה אבזם פלסטיק DURAFLEX עבור תרמיל זה. אבזמים אלה עברו בדיקות קפדניות של עמידות בפני פגיעות ועייפות, תוך שמירה על קשיחות מעולה גם בסביבות טמפרטורה נמוכה. הם נועדו לעמוד בעומסים כבדים לטווח ארוך מבלי להיסדק או להתרופף, מה שמבטיח גם בטיחות וגם עמידות.בנוסף, צליל הלחיצה החד ומנגנון הנעילה המדויק מספקים חוויית מגע מספקת בכל פעם שהתיק נפתח או נסגר, ומאפשרים למשתמשים לחוש באופן מיידי את האיכות היוקרתית של המוצר באמצעות פונקציונליות מעודנת ותשומת לב לפרטים. חומרים, חומרה, רכיבי פלסטיק ורוכסנים מסודרים בדרך כלל כשלבים הראשונים בתהליך הדגימה. לאחר איסוף כל החומרים, התרמיל נכנס רשמית לשלב התפירה וההרכבה.לאחר מכן, נתמקד בשלבי הייצור הבאים ונדון בפרטים המשקפים באמת את החתירה שלנו לאיכות. פרטים אלה הם בדיוק מה שיוצר את ההבדל בין תרמיל גב יוקרתי למוצר רגיל.בתחומים שלעתים קרובות אינם נראים או מתעלמים מהם בקלות, השקענו מאמץ משמעותי באופטימיזציה של כל פרט כדי לשפר את חוויית המשתמש הכוללת. 4. פרטי אומנות לשיפור האיכות והנוחות4.1 ידית עור אמיתיתהידית היא אחד האזורים הנוגעים ביותר במהלך שימוש יומיומי בתרמיל, ותחושת היד שלה משפיעה ישירות על הרושם הראשוני של המשתמש מאיכות התרמיל. לידית העליונה של תרמיל זה, הוספנו חלק מעור גרגר מלא.המגע החם והמעודן של עור אמיתי יוצר ניגודיות עם המרקם החלק והמובנה של ניילון בליסטי. הוא לא רק מספק תחושה נוחה יותר בעת נשיאת התרמיל ביד למשך תקופות ממושכות, אלא גם משפר את השכבות הוויזואליות של התיק כולו באמצעות שילוב של חומרים שונים, תוך התנתקות מהמונוטוניות של עיצוב ניילון טהור.כדי לשפר עוד יותר את נוחות האחיזה, הוספנו שכבה בעובי 2 מ"מ של ריפוד קצף בצפיפות גבוהה בתוך ידית העור. זה שומר על תמיכה מספקת, מונע מהידית להתרכך או לאבד את צורתה לאחר נשיאה ממושכת, ובמקביל מרכך לחץ ומפחית עומס על כף היד. גם בעת נשיאת פריטים כבדים יותר, הידית נשארת נוחה מבלי לגרום לאי נוחות.במהלך תהליך התפירה, אימצנו טכניקת תפירה עליונה במחט כפולה, תוך שימוש בתפרים במרווחים שווים לאורך קצה הידית לחיזוק. צפיפות התפרים נשלטת על כ-8 תפרים לאינץ' (SPI), מה שמבטיח עמידות חזקה של התפרים ומראה נקי ומעודן. בשילוב עם חומר העור האמיתי, פרט זה מדגיש עוד יותר את האומנות והאיכות הגבוהה הצפויה ממוצר יוקרתי.4.2 רצועות כתף EVA מעוצבות מחלק אחדרצועות הכתף אינן עשויות במבנה הקונבנציונלי של חגורה וקצף PE. במקום זאת, תרמיל זה כולל תהליך יציקה משולב של EVA. אחד היתרונות המרכזיים של יציקה מקשה אחת הוא היעדר מפרקים תפורים או נקודות חיבור, המאפשרים פיזור שווה יותר של לחץ. יחד עם זאת, תהליך ייצור זה מאפשר לרצועות הכתף לשמור על צורה חלקה ואחידה יותר, ומספק התאמה טובה יותר לקווי המתאר הטבעיים של הכתפיים, מפזר ביעילות את משקל התרמיל ומפחית עייפות כתפיים במהלך פרקי זמן ממושכים של נשיאה.בנוסף, הצד הפנימי של רצועות הכתף מרופד בבד רשת נושם תלת-ממדי. האוויר יכול לזרום בחופשיות דרך מבנה הרשת, מה שמאפשר לחום וללחות להתפזר במהירות לאחר הזיעה. זה עוזר למנוע את התחושה הדביקה והמחניקה הנגרמת מנשיאה ממושכת, ומשפר משמעותית את הנוחות במהלך שימוש ארוך טווח. לוח PP 4.3 + פאנל אחורי מכותנה פנינה PEבמערכת הנשיאה, הפאנל האחורי הוא המבנה המרכזי האחראי על שמירה על צורת התרמיל וחלוקת המשקל. עבור תרמיל זה, אימצנו מבנה מרוכב המשלב לוח PP וכותנת פנינה PE.https://www.synberry.com/what-is-backpack-back-panel-engineeringלוח ה-PP משמש כשכבת תמיכה מבנית, המספקת חיזוק אנכי ומונע מהתרמיל להתרכך או לאבד את צורתו בעת נשיאת משאות כבדים. כותנה פנינה PE ממוקמת בין לוח ה-PP לבטנה הפנימית, ומספקת ריפוד ובלימת זעזועים.בחרנו לוח PP בעובי 1 מ"מ בשילוב עם לוח PE בעובי 0.8 מ"מ. שילוב זה מאפשר לפאנל האחורי לשמור על מבנה יציב ותומך תוך שימוש בתכונות האלסטיות של כותנה פנינה כדי לרפד ביעילות את הלחץ על הגב, ולשפר את הנוחות הכללית במהלך הנשיאה. 4.4 חיזוק ותליית ברקיםנקודות הלחץ של תרמיל גב מרוכזות בעיקר באזורים כמו נקודות החיבור בין רצועות הכתף לגוף הראשי, כמו גם נקודות החיבור בין הידית לגוף התיק. אם אזורים אלה אינם מחוזקים כראוי, שימוש ארוך טווח בעומס עלול להוביל בקלות לשבירת תפרים או קריעת בד, דבר המשפיע ישירות על חיי התרמיל. לכן, חיזוק ותפירת ברקים הם תהליכים חיוניים להבטחת עמידותו.תפירת ברטקים מתייחסת לשימוש במכונת תפירה מיוחדת ליצירת שכבות מרובות של תפר מלבני משתלב בכל נקודות הלחץ. התפרים בצפיפות גבוהה נועלים בצורה מאובטחת שכבות מרובות של חומר יחד, ומשפרים משמעותית את חוזק המתיחה של אזורי החיבור.עבור תרמיל גב זה, התאמנו את הגודל והמבנה של כל ברטק בהתאם לדרישות העומס הספציפיות של נקודות לחץ שונות. התפרים מפוזרים באופן שווה ומסודרים בצפיפות, ומספקים חוזק משיכה מספיק תוך הימנעות מהצטברות חוטים מוגזמת שעלולה לפגוע במראה הנקי של המוצר. הודות לאומנות מוצקה, עמידות מובנית בכל פרט, מה שמבטיח שהתיק יישאר אמין ועמיד בפני כשל בתפרים גם במהלך שימוש ממושך בעומס כבד. 4.5 שיפור פונקציות מעשיותלמרות שתיק הגב הזה נוקט בגישה עיצובית מינימליסטית במראהו, ביצענו אופטימיזציות רבות וממוקדות למערכת האחסון הפנימית. בהתבסס על הפריטים השונים שמשתמשים עשויים לשאת בתרחישי שימוש שונים, יצרנו תאים ייעודיים כך שלכל סוג של פריט יהיה מקום אחסון מתאים משלו. זה מונע את הצורך לחפש בתא הראשי בעת חיפוש פריטים, מה שמשפר משמעותית את הנוחות היומיומית.במהלך תהליך הדגימה, חילקנו את המבנה הפנימי לארבע שכבות פונקציונליות.4.5.1 כיס נסתר עם רוכסןלאחר פתיחת הכיס הקדמי, ישנו כיס נסתר עם רוכסן בפנים. עומק הכיס נשלט בדיוק רב על 12 ס"מ, מה שהופך אותו לאידיאלי לאחסון פריטים שטוחים כגון דרכונים, כרטיסי טיסה ומחזיקי כרטיסי ביקור. לאחר סגירת הרוכסן, פריטים אלה נשארים במקומם היטב מבלי להחליק בתוך התא הקדמי.וו למפתחות תוכנן גם הוא באזור הימני העליון של הכיס הקדמי. ניתן לחבר מפתחות ישירות לוו זה, מה שמאפשר למשתמשים גישה מהירה אליהם במשיכה פשוטה. זה מבטל את אי הנוחות של חיפוש מפתחות בכל התיק וגם מונע מהמפתחות לשרוט את פני השטח של מכשירים אלקטרוניים אחרים.4.5.2 כיסי החלקה אנכייםהתא השני כולל ארבעה כיסים אנכיים. שני הכיסים החיצוניים ביותר הורחבו כדי להכיל טוב יותר פריטים כמו סמארטפונים, עטים וסוללות ניידות, מה שמאפשר לכל פריט שטח אחסון ייעודי משלו. משתמשים יכולים לראות ולגשת לחפציהם במבט חטוף מבלי לחפש בערימה של פריטים שונים.העיצוב האנכי גם עוזר לשמור על פריטים עומדים זקופים, ומונע מהם תזוז, נערם או ליפול עקב תזוזה. זה הופך את ההוצאה של פריטים לקלה ונוחה יותר, תוך כדי שהוא עונה על הצרכים של נסיעות קצרות ונסיעות יומיומיות.באמצעות חלוקה מעמיקה לתאים, העיצוב הפנימי באמת משרת את נוחות השימוש היומיומי. 4.5.3 רצועות אלסטיות בצורת גלהתא השלישי מעוצב עם רצועות אלסטיות בצורת גל. רצועת פוליאסטר אלסטית ברוחב 2.5 ס"מ תפורה על בד הבטנה ליצירת מבנה "גשר מקושת" רציף.הרוחב השונה של חלקי הרצועות מאפשר להן להכיל פריטים בעוביים משתנים. הרצועה האלסטית מתהדקת אוטומטית ומותאמת לצורת הפריטים המאוחסנים, ומונעת מהם להחליק החוצה או לשבש את הארגון הפנימי כאשר התרמיל מזיזים או מטלטלים אותו.בהשוואה לכיסים בגודל קבוע, עיצוב זה מציע גמישות והתאמה רבה יותר, ומאפשר לו להכיל מגוון פריטים אישיים קטנים בצורה גמישה יותר. הוא מסייע לשמור על פנים התרמיל מסודר ומאורגן בכל עת, ומשפר עוד יותר את הנוחות בשימוש יומיומי.4.5.4 ריפוד הגנה נסתר בתא הראשיהמבנה המרופד המוטבע יוצר פערי אוויר זעירים בין בד הבטנה לשכבת הריפוד. זה לא רק הופך את שכבת הריפוד לרכה ועמידה יותר, אלא גם מסייע לאבטח את חומר המילוי במקומו, ומונע ממנו תזוז. עיצוב זה מספק הגנה נוספת מפני ריפוד למחשב הנייד המאוחסן בתוך התא הראשי.כאשר מחשב נייד מונח בפנים, הצד האחורי נתמך על ידי כותנה פנינה PE, בעוד שהצד הקדמי מוגן על ידי שכבת ריפוד מרופדת. מבנה הגנה דו-שכבתי זה מסייע לפזר ולספוג פגיעות ממכות ורעידות יומיומיות, ומונע מהמחשב הנייד לגעת ישירות בדופן הפנימית של התרמיל. אפילו בעת נסיעה בסביבות צפופות או נשיאת התרמיל בנסיעות ארוכות, הסיכון לנזקי פגיעות ושריטות למחשב הנייד מצטמצם משמעותית.רצועת קשירה אופקית נוספה גם מעל התא. בשילוב עם עיצוב תא המחשב הנייד התלוי, היא שומרת על המחשב הנייד במיקום מאובטח לאורך קו המרכז של הפאנל האחורי.במהלך הבדיקה, בדקנו ארבעה גדלי מחשבים ניידים בטווח של 13 אינץ' עד 16 אינץ'. אורך רצועת האחיזה תוכנן בהתאם לרוחב של מחשב נייד בגודל 16 אינץ'. עבור מחשבים ניידים קטנים יותר, המכשיר נוטה באופן טבעי כלפי מטה תחת משקלו, בעוד שהרצועה עדיין יכולה לאבטח את הקצה העליון ולמנוע ממרכז הכובד של המחשב הנייד לזוז החוצה כאשר התיק נוטה קדימה.4.6 שיפור החוויה החזותיתכריכת הקצה הדו-צבעונית בשחור-אדום מוסיפה תחושה ברורה של מבנה והגדרה לתרמיל, ומעשירה את השכבות הוויזואליות של הצללית הצנועה שלו. הגימור המנוגד, בעקבות תפרי הפאנלים, מחזק את הצורה הכללית של התרמיל תוך הוספת נגיעות צבע עדינות השוברות את המונוטוניות של המראה החיצוני השחור כולו.במקום להיות נועזים יתר על המידה, הפרטים הנחשבים בקפידה הללו יוצרים גולת כותרת ויזואלית בלתי נשכחת שתופסת את עינו של המשתמש באופן טבעי, תוך שמירה על האסתטיקה המעודנת והמתוחכמת של תיק הגב. 5. אישור דוגמית טרום-ייצורלאחר ליטוש קפדני של כל אחד מהפרטים המרכזיים שתוארו לעיל, הדוגמה של תרמיל גב עסקי איכותי זה מניילון הושלמה סוף סוף.אישור דוגמיות אינו סוף הפרויקט, אלא נקודת ההתחלה לייצור בכמות גדולה ואספקה. שלב זה מאפשר ללקוח לחוות ישירות את התוצאה הסופית לאחר שכל קונספטי העיצוב הוגשו לחיים לפני תחילת הייצור ההמוני הרשמי.בשלב זה, הלקוח יכול לוודא בקפידה האם צבעי הבד, גימורי החומרה, פרטי האיכות והמידות המבניות עומדים במלואם בציפיות. תהליך זה מסייע במניעת סטיות אפשריות במהלך הייצור ההמוני ומבטיח שכל 3,000 תרמילי הגב המוגמרים המסופקים ללקוח יעמדו באותם סטנדרטים של איכות כמו הדוגמה שאושרה. 6. שאלות נפוצותשאלה 1: כמה זמן לוקח תהליך הדגימה של תרמיל הגב הזה?א: מכיוון שהפרויקט כרוך בפיתוח תבנית נפרדת לחומרת המתכת, תהליך פיתוח הדגימה הראשוני אורך כ-3 שבועות.שאלה 2: אילו מותגי אביזרים זמינים לתרמילים יוקרתיים? האם יש צורך להשתמש ברוכסני YKK ואבזמי DURAFLEX? האם ניתן לבחור מותגי אביזרים אחרים?א: כן, ניתן להתאים את מבחר האביזרים בהתאם לדרישות ספציפיות. ישנם גם ספקים רבים של אביזרים איכותיים הזמינים בשוק כיום. עבור רוכסנים, רוכסני SBS המיוצרים באופן מקומי מציעים איכות אמינה, בעוד שמותגים עם דרישות גבוהות יותר יכולים לבחור YKK או אפילו RIRI. עבור אבזמים, האפשרויות כוללות DURAFLEX, WOOJIN, FIDLOCK ואחרים.ניתן להתאים את הבחירה הסופית בהתאם לתקציב המוצר ולמיקום שלו כדי לענות בצורה הטובה ביותר על דרישות הפרויקט.שאלה 3: האם ניתן להתאים אישית או לשנות תרמיל גב ניילון פרימיום זה על סמך עיצובים קיימים?א: בהחלט. אנו יכולים להתאים את צבעי הבד, סידור התאים הפנימיים, עיצוב הלוגו של המותג ואפילו את המידות הכלליות בהתאם לדרישותיכם. ביצוע שינויים המבוססים על דוגמה קיימת מהיר וחסכוני יותר בהשוואה לפיתוח מוצר חדש לגמרי מאפס.ש 4: מהי כמות ההזמנה המינימלית (MOQ) לייצור בכמות גדולה?א: מכיוון שתיק גב זה כרוך בתהליכי עבודה מרובים ודורש דיוק תפירה גבוה מעובדים מיומנים, ה-MOQ לייצור בכמות גדולה הוא 1,000 יחידות. עבור עיצובים פשוטים יותר של תרמילים, ה-MOQ יכול להיות נמוך עד 500 יחידות.ש 5: האם יש דרישת כמות הזמנה מינימלית לפיתוח לוגואים מתכתיים ומשיכות רוכסנים?א: אין דרישה ספציפית לכמות הזמנה מינימלית. עם זאת, מכיוון שלוגואים ממתכת דורשים פיתוח של תבניות מתכת ייעודיות, עלות התבנית היא כ-200 עד 2,000 דולר, בהתאם למורכבות העיצוב. לקוחות יצטרכו להעריך את הפחתת עלות התבנית בהתבסס על כמות ההזמנה. מַסְקָנָהייצור תרמיל גב איכותי לעולם אינו מסתכם רק בשילוב של חומרים יוקרתיים שונים יחד. זהו תהליך מתמשך של ליטוש כל פרט הקשור לחוויית משתמש, עמידות ואיכות מוצר. החל מבחירת חומרי הבסיס ועד להתאמות עדינות של טכניקות הייצור, כל שלב משקף את מחויבותנו לאיכות. רק באמצעות גישה קפדנית זו נוכל ליצור מוצרים המשלבים אסתטיקה, פונקציונליות וערך מותג, ומאפשרים למשתמשים לחוות רמת ביצועים ועידון הרבה מעבר למוצרים רגילים בכל היבט של השימוש היומיומי.עם יותר מ-30 שנות ניסיון בהתאמה אישית של תרמילי גב של יצרני ציוד מקורי (OEM), פיתחנו את היכולת לשכפל באופן עקבי סטנדרטים של איכות ברמת מדגם בכל יחידת ייצור בכמויות גדולות. החל מבדיקות חומרים נכנסים, דרך בקרת איכות לאורך כל תהליך ייצור, ולבסוף בדיקות איכות מלאה לפני המשלוח, הקמנו מערכת ניהול איכות בוגרת. זה מבטיח שכל תרמיל גב המיוצר בכמויות גדולות יעמוד באותו סטנדרט איכות כמו מדגם טרום-ייצור שאושר, ובכך עוזר למותגים לממש את חזון המוצר שלהם במלואו ולספק אותו לצרכנים הסופיים.אם אתם מחפשים התאמה אישית של תרמיל גב איכותי של יצרן הציוד המקורי (OEM), אל תהססו צרו קשר בכל עת כדי לדון בדרישות הפרויקט שלך בפירוט. מְחַבֵּר
ראה עוד
כאשר קונים רבים של B2B מתאימים תיקים, מתמקדים אך ורק בבד החיצוני תוך התעלמות מבחירת הבטנה. הבטנה לא רק קובעת את המראה הפנימי והאסתטיקה של התיק, אלא גם משפיעה בעקיפין על עמידות המוצר, פונקציונליותו ואיכותו הנתפסת הכוללת.כיצרנית תיקים מקצועית, מאמר זה מתאר באופן שיטתי 16 סוגים של חומרי בטנה המתאימים לתיקים, הכוללים ניילון טוויל, עור אפרסק, שאנטונג, זמש, פשתן ועוד אפשרויות סטנדרטיות בתעשייה. מדריך זה יסייע לקונים B2B לקבל החלטות אופטימליות על סמך מיקום המוצר, תקציב ודרישות פונקציונליות. חלק 1: 16 סוגי חומרי בטנה1. ניילון טווילמאפייניםכולל דוגמת אריגה אלכסונית, תחושה רכה יותר מאשר אריגה חלקה, ברק עדין, יוקרה מאופקתיתרונותעמידות מעולה בפני שחיקה, עמידות בפני קרעים, תחושה חלקה בידמפרטים נפוציםניילון טוויל 210D, 420D 2. ניילון 210D Ripstop / Gridמאפייניםחוטי חיזוק ארוגים הן בכיווני השתי והן בכיווני הערב, ויוצרים דוגמת רשת או תבנית צולבת.יתרונותעמידות מעולה בפני קרעים; גם אם ניזוק, הקרע לא יתפשט בקלותמפרטים נפוציםניילון קרפסטופ 210D, 420D 3. ניילון טפטהמאפייניםמבנה אריגה רגילה, משטח חלק עם ברק בהיריתרונותעמיד בפני קמטיםמפרטים נפוצים190T, 210T, 230T, 290T 4. טפטה פוליאסטרמאפיינים: מבנה אריגה פשוט, פחות מבריק מניילון טפטה, מייצר צליל "רשרוש" עדין בעת שפשוףחסרונות: נוטה לקמטיםמפרטים נפוצים: 170T, 190T, 210T, 230T, 240T, 290T 5. טפטה פוליאסטר טווילמאפיינים: שונה מטפטה סטנדרטית עם מבנה אריג טוויל, ברק רךיתרונות: תחושה רכה יותר ביד, נופך טוב יותר, איכות נתפסת משופרתמפרטים נפוצים: טפטה פוליאסטר טוויל 210T, 230T 6. פונגי פוליאסטרמאפייניםארוג מחוט פוליאסטר DTY בעל טקסטורה, משטח שטוח וחלק עם גימור מטיתרונותתחושה רכה וחלקה ביד, יכולת נשימה טובה, רך יותר מטפטהמפרטים נפוצים190 טון, 210 טון, 240 טון, 300 טוןההבדל מטפטה: פונגי רך יותר, מט, עם גמישות קלה; טפטה נוקשה ומבריקה יותר 7. קליפת אפרסק / מיקרופייבר אפרסקמאפייניםארוג מסיבים דקים במיוחד, מוברש ליצירת ערימה קצרה של כ-0.2 מ"מ על פני השטחיתרונותתחושה עדינה ורכה ביד, מרקם נוח דמוי זמש, מראה אלגנטי, מגע חם 8. שאנטונגמאפייניםבאופן מסורתי בד משי; בייצור תיקים, בדרך כלל משתמשים במשי חיקוי פוליאסטר, עם מרקם רך קל על פני השטח.יתרונותמשי שנטונג אמיתי מציע איכות פרימיום, ברק טבעי ומגע חלק. לשנטונג מפוליאסטר יש משטח מט עם מגע יבש מעט.פֶּתֶקמשי שאנטונג אמיתי יקר ובדרך כלל לא משמש לבטנת תיקים. 9. סאטן / סאטן עם חמש רתמותמאפיינים: מבנה אריגת סאטן, ברק פני השטח גבוה, תחושה חלקה בידיתרונות: מראה יוקרתי, מגע משיי, משפר את איכות המוצרפֶּתֶק: עמידות ממוצעת לשחיקה; לא מתאים ליישומים בעלי חיכוך גבוה 10. רשת פוליאסטרמאפיינים: מבנה רשת עם יכולת נשימה מעולהיתרונות: קל משקל, נושם, מאפשר נראות של פריטים פנימייםפֶּתֶק: בדרך כלל לא משמש כבטנה מבנית עיקרית; נפוץ יותר עבור כיסים פנימיים או מחיצות תאים 11. בטנת כותנהמאפיינים: סיבים טבעיים, סופגי לחות ונושםיתרונות: ידידותי לסביבה, ידידותי לעור, ללא חשמל סטטיחסרונות: נוטה להתקמט, להתכווץ, להכתים בקלות, מחיר גבוה יותר 12. רמירמי הוא הסיב הטבעי החזק ביותר, אפילו עולה על כותנה ופשתן, עם ברק דמוי משי וספיגת לחות ונשימה מצוינים. כבטנה לתיקים, זוהי בחירה נישה אך ייחודית מאוד.מאפיינים: 100% סיבים צמחיים טבעיים, סיבים ארוכים וחזקים, ברק טבעי דמוי משי על פני השטחיתרונות: ידידותי לסביבה ומתכלה ביולוגית, חוזק גבוה, סופג לחות, אנטיבקטריאלי ועמיד בפני עובש, עמיד בחוםחסרונות: תחושה נוקשה ביד, נוטה להתקמט, מחיר גבוה יותר, יציבות צבע ממוצעת, עמידות שחיקה נמוכה יותר בהשוואה לסיבים סינתטייםהַמלָצָה: מעורבב לעיתים קרובות עם כותנה (למשל, 55% רמי + 45% כותנה) כדי לשפר את תחושת היד ואת עמידות הקמטים; מתאים לשילוב עם חומרים חיצוניים טבעיים כמו קנבס ופשתן 13. פשתןפשתן הוא סיב טבעי עתיק יומין הידוע ביכולת הנשימה המצוינת שלו ובמרקם הכפרי הייחודי שלו. כבטנה לתיקים, זוהי בחירה נישית אך מסוגננת מאוד, המתאימה במיוחד למוצרים השואפים לאסתטיקה טבעית ולקונספטים בני קיימא.מאפיינים: 100% סיבים צמחיים טבעיים, מרקם טבעי וברק עדין על פני השטח, המעניקים תחושה כפרית יוקרתיתיתרונות: ידידותי לסביבה ומתכלה ביולוגית, ספיגת לחות ונשימה מצוינות, אנטיבקטריאלי ועמיד בפני ריחות, חוזק גבוה, פיזור חום טוב, מגע קרירחסרונות: תחושה נוקשה ביד, נוטה להתקמט וקשה להתאוששות, עמידות ממוצעת לשחיקה, קצב הצטמקות גבוה, מחיר גבוה יותר, יציבות צבע ממוצעתהַמלָצָה: מעורבב לעתים קרובות עם כותנה לשיפור הרכות ועמידות בפני קמטים; נדרש טיפול מקדים להתכווצות לפני השימוש; מומלץ צבעים טבעיים כמו גולמי ובז' כדי למזער בעיות צביעה ודהייה 14. סיבי במבוקסיבי במבוק הפכו בשנים האחרונות לבחירה פופולרית בענף התיקים האקולוגיים. הם מגיעים מבמבוק מתחדש, הגדל במהירות ללא חומרי הדברה או דשנים כימיים, ובעלי טביעת רגל פחמנית נמוכה במיוחד. תכונותיו האנטיבקטריאליות הטבעיות והמגע הרך הופכים אותם לבטנה אידיאלית המשלבת קיימות סביבתית עם פונקציונליות.מאפיינים: 100% סיבים מתחדשים טבעיים, מכיל רכיבים אנטיבקטריאליים של "במבוק קון", מגע רך וחלקיתרונות: ידידותי לסביבה ומתכלה ביולוגית, תכונות אנטיבקטריאליות ובקטריוסטטיות טבעיות, ספיגת לחות ונשימה מעולים בהשוואה לכותנה, תחושה רכה למגע, עמידות בפני קרינת UV, תכונות מסיר ריחות מעולותחסרונות: חוזק רטוב נמוך (החוזק יורד כשהוא רטוב), עמידות ממוצעת לשחיקה, מחיר גבוה יותר, נוטה להתכווצות, עמידות צבע כהה ממוצעתהַמלָצָה: ניתן לערבב עם כותנה או פוליאסטר לשיפור החוזק הרטוב ועמידות בפני שחיקה; נדרש טיפול מקדים להתכווצות; מומלץ צבעים בהירים 15. זמשזמש הוא חומר עור בעל שכבה עדינה וקטיפתית על פני השטח, המחולק לזמש אמיתי (הצד השני של עור פרה, עור כבש או עור חזיר) וזמש סינתטי (זמש סינתטי מיקרופייבר). כבטנה לתיקים, הוא ידוע במגע היוקרתי שלו ובתכונות המגן המעולות שלו, מה שהופך אותו לבחירה קלאסית לתיקים יוקרתיים.מאפיינים: משטח מכוסה בשכבה דקה וצפופה, תחושה רכה וחמה ביד, איכות חזותית ומישוש גבוהה במיוחדיתרונות: מגע רך במיוחד, עמידות מעולה בפני החלקה (מונעת החלקה של פריטים בתוך התיק), ריפוד והגנה חזקים (מגנים על פריטים עדינים כמו תכשיטים, משקפיים ומוצרי אלקטרוניקה), גרסאות זמש אמיתיות מציעות עמידות מעולה, משפרות את ערך המוצר הכולל.חסרונות: עור אמיתי הוא יקר, מושך בקלות אבק וכתמים, צבעים כהים נוטים לדימום צבע, מתקשים ומתעוותים כשהם רטובים, משקל כבד יחסית, זמש סינתטי בעל יכולת נשימה נמוכההַמלָצָה: זמש אמיתי מתאים למוצרי מיקום יוקרתיים; מוצרים בטווח הביניים יכולים להשתמש בזמש סינתטי ממיקרופייבר כדי להפחית עלויות; לא מתאים לשימוש על שטח גדול בתרמילים יומיומיים או בתיקים חיצוניים; פריטים בצבעים בהירים צריכים להימנע ממגע ישיר עם זמש כהה כדי למנוע העברת צבע. 16. עור כבש / עור טלהמאפיינים: אחד מסוגי העור הרכים ביותר, נקבוביות עדינות, תחושה קלה בידיתרונות: מגע רך במיוחד, ברק טבעי ואלגנטי, קל יותר מעור פרהחסרונות: עמידות נמוכה לשחיקה, נשרט בקלות, מחיר גבוה יותר, דורש תחזוקה זהירההערה: בטנת עור כבש מתאימה יותר ליישומים בעלי שטח קטן או לתיקים קלים חלק 2: חומרי בטנה פונקציונליים1. בטנה עמידה למיםתַהֲלִיך: בד בסיס עשוי טפטה, פונגי או בד אוקספורד עם ציפוי PA/PU/PVCיתרונות: עמיד למים, עמיד בפני לחות, עמיד בפני עובש 2. בטנה אנטי-סטטיתתַהֲלִיך: סיבים מוליכים שנוספו במהלך האריגה או הגימוריתרונות: מונע משיכת אבק מחשמל סטטי, מגן על מוצרים אלקטרוניים 3. בטנה מעכבת בעירהתהליך: שיטת הספגה לאחר גימור, בעיקר באמצעות מעכבי בעירה מבוססי זרחן או זרחן-חנקן סינרגטיים, המיושמים באמצעות ריפוד-ייבוש-אפייה כדי לקבע את מעכב הבעירה על פני הסיבים או בתוך הסיבים.מאפיינים: עומד בתקני הגנה מפני אש ספציפיים באמצעות הטיפול במעכב בעירה הנ"ל 4. בטנה אנטי-בקטריאליתבטנה אנטי-בקטריאלית היא בטנה מיוחדת המשלבת רכיבים אנטי-בקטריאליים במהלך אריגת או גימור הסיבים, מה שמעניק לבד את היכולת לעכב צמיחת חיידקים ולהפחית ריחות.מאפיינים: באמצעות תהליכי שינוי או גימור של הסיבים, הבד מקבל תכונות אנטיבקטריאליות עמידות לאורך זמן. רכיבים אנטיבקטריאליים נפוצים כוללים יוני כסף ננו, יוני אבץ, יוני נחושת, מלחי אמוניום רבעוניים ותמציות במבוק קון טבעיות.יתרונות: מעכב ביעילות את צמיחתם של חיידקים פתוגניים נפוצים כמו אי קולי וסטפילוקוקוס אאורוס, מפחית ריחות הנגרמים מזיעה או משאריות מזון בתוך השקית, מאריך את מחזור הניקוי של השקית, משפר את תדמית ההיגיינה והבטיחות של המוצר, חלק מהרכיבים מציעים גם תכונות עמידות בפני עובש.חסרונות: ההשפעה האנטיבקטריאלית פוחתת בהדרגה עם הכביסה (בולטת במיוחד בסוגים לאחר גימור), מוצרים המכילים יוני כסף יקרים יותר, חלק מהחומרים האנטיבקטריאליים הכימיים מעלים חששות לרגישות העור, יש צורך לאשר האם חומרים אנטיבקטריאליים עומדים בתקני הסביבה של OEKO-TEX או REACH. חלק 3: כיצד לבחור בטנה בהתאם לסוג התיק?סוג התיקבטנה מומלצתרציונלתרמיל גב למחשב נייד עסקיניילון טוויל, פונגי, בטנה אנטי-סטטיתעמיד בפני שחיקה, הגנה אנטי-סטטית לאלקטרוניקה, תחושה טובה ביד, אסתטיקה מקצועיתתרמיל טיולים חיצוניניילון 210D Ripstop, ניילון אוקספורד, בטנה מצופה עמידה למיםעמיד בפני קרעים, עמיד למים, עמיד, קל משקלתיק אופנה לנשיםעור אפרסק, שאנטונג, סאטן, עור כבשמגע פרימיום, משפר את האיכות, מראה אלגנטיתיק איפור / טואלטיקהעור אפרסק, טפטה פוליאסטר, טפטה ניילון, סיבי במבוק, בטנה אנטי-בקטריאליתרך, יפה, קל לניקוי, עמיד למים טובתרמיל סטודנטיםפונגי, טוויל פוליאסטר טפטהחסכוני, עמיד, צבעים עשירים, קונספט ידידותי לסביבה פופולריתיק כלים / תיק תעשייתיניילון אוקספורד, בטנה מצופה עמידה למים, בטנה מעכבת בעירהעמיד בפני שחיקה, עמיד למים, תחזוקה קלה, בטיחות גבוההתיק ידידותי לסביבהבטנת כותנה, פוליאסטר ממוחזר RPET, ניילון ממוחזר, סיבי במבוק, רמי, פשתןידידותי לסביבה, ידידותי לעור, בר קיימא, בידול מותגתיק עגלה / תיק נסיעותניילון אוקספורד, פוליאסטר טפטה, פונגיעמיד בפני שחיקה, קל משקל, תחזוקה קלה, עלות נשלטתתיק ספורט / תיק כושררשת פוליאסטר, פונגי, בטנה מצופה עמידה למים, סיבי במבוקנושם, ייבוש מהיר, קל משקל, אנטיבקטריאלי ומסיר ריחותתיק ילדים / תיק הריוןבטנת כותנה, סיבי במבוק, עור אפרסק, בטנה אנטי-בקטריאליתידידותי לעור ובטוח, אנטיבקטריאלי, רך, ידידותי לסביבהשקית אחסון תכשיטים/אביזריםזמש, עור אפרסק, סאטןהגנת ריפוד, עמיד בפני החלקה, מגע יוקרתי, עמיד בפני שריטותתיק ערב / קלאץ'סאטן, עור כבש, שאנטונג, עור אפרסקברק יוקרתי, איכות פרימיום, קל משקל ואלגנטיתיק ציוד צילוםבטנה אנטי-סטטית, ניילון טפטה, בטנה מצופה עמידה למיםמגן על ציוד מדויק, עמיד בפני לחות, אנטי סטטיתיק צלילה / ספורט ימיניילון ממוחזר, בטנה מצופה עמידה למים, ניילון טפטהייבוש מהיר, ידידותי לסביבה, עמידתיק צבאי/טקטיניילון 210D Ripstop, ניילון אוקספורד, בטנה מעכבת בעירה, בטנה אנטי-בקטריאליתעמידות גבוהה ביותר, עמידות בפני קרעים, תואמת בטיחותתיק עור יוקרתישאנטונג, עור כבש, זמש, בטנת כותנהתואם לחלק החיצוני של עור אמיתי, מרקם אחיד, מיקום פרימיוםתיק אחסון מתקפל / תיק קל משקלניילון טפטה, פוליאסטר טפטה, RPETקל במיוחד, קל לקיפול, עלות נמוכה, אפשרות ידידותית לסביבהשקית נעליים / תא נושםרשת פוליאסטר, פונגינושם, גלוי, קל משקל, עמיד בפני עובששקית מתנה / שקית קידום מכירותפוליאסטר טפטה, פונגי, RPETעלות נמוכה, צבעים עשירים, לוגו להדפסה, נקודת מכירה ידידותית לסביבהתיק קיץ מזדמן / תיק חוףפשתן, ראמי, בטנת כותנה, טפטה ניילוןנושם וקריר, מרקם טבעי, סופג לחות חלק 4: שיקולים מרכזיים בעת בחירת בטנה1. מיצוב איכות המוצרהבטנה היא החומר שמשתמשים נוגעים בו ישירות בכל פעם שהם פותחים את התיק. האיכות המישושית שלה קובעת ישירות את הרושם הראשוני של המוצר ואת הערך הנתפס.נגיעה יוקרתית פרימיום: קחו בחשבון עור אפרסק, שנטונג, סאטן, עור כבש, זמש.מגע עסקי בינוני: שקול ניילון טוויל, טפטה טוויל פוליאסטר, פונגי.שוק המוני: שקול פוליאסטר 210D, פוליאסטר טפטה.מגע כפרי טבעי: בחרו בטנת כותנה, פשתן, רמי, סיבי במבוק - מתאימים לאסתטיקה טבעית ולקונספטים בני קיימא.עֵצָה: איכות המגע של הבטנה צריכה להשתלב בהרמוניה עם מרקם החומר החיצוני. לדוגמה, חזית עור אמיתי משתלבת עם בטנת עור כבש או שנטונג; חזית קנבס משתלבת עם בטנת כותנה או פשתן; חזית ניילון משתלבת עם בטנות מבוססות ניילון. 2. דרישות פונקציונליות של המוצרבהתבסס על תרחיש השימוש של התיק ומשתמשי היעד, בחירת בטנה פונקציונלית היא קריטית:בטנה עמידה למים ולחות: תיקי חוץ, תיקי צידנית, תיקי כלים ותיקי ציוד גשם דורשים בטנה מצופה עמידה למים (ציפוי PA/PU/PVC).בטנה אנטי-סטטית: תיקי מחשב נייד, תיקי מצלמה ותיקי מכשירים מדויקים חייבים להיות בעלי בטנה אנטי-סטטית כדי למנוע מחשמל סטטי למשוך אבק או לפגוע ברכיבים אלקטרוניים.בטנה מעכבת בעירה: תיקי כלים תעשייתיים, תיקי ציוד לכבאים ותיקי פעולה מיוחדים חייבים לעמוד בתקנים ספציפיים של מעכבי בעירה. עבור מוצרים אלה, אנו ממליצים לשקול את דרישות מעכבי הבעירה הן עבור החומרים החיצוניים והן עבור החומרים הפנימיים.בטנה אנטי-בקטריאלית ומסירת ריחות: תיקי ספורט, תיקי חדר כושר ותיקי הריון יכולים להשתמש בסיבי במבוק או בבטנה שטופלה באנטיבקטריאלי כדי לעכב צמיחת חיידקים ולהפחית ריחות.בטנה נושמת וגלויה: תיקי ספורט, תאים לשקיות נעליים או תיקי נשיאה לחיות מחמד יכולים להשתמש ברשת פוליאסטר, שהיא נושמת ומאפשרת צפייה קלה בפריטים הפנימיים. 3. תקציב עלויותמגוון מוצרים זולים: פוליאסטר טפטה (170T–210T), פונגי (190T–210T), רשת פוליאסטר - מתאים לשוק המוני, פריטי קידום מכירות, תרמילי גב לסטודנטים.טווח מחירים בינוניים: ניילון אוקספורד (210D–420D), טוויל טפטה, סאטן, ניילון טפטה, ניילון ריפסטופ 210D - מתאים לשוק הבינוני, תיקי עסקים, תיקי חוץ.טווח יקר: ניילון טוויל, עור אפרסק, שאנטונג - מתאים לשוק הבינוני-יוקרתי, תיקי נשים אופנתיים, תיקי נסיעות פרימיום.מגוון יקר במיוחד: זמש, עור כבש, משי אמיתי שנטונג - מתאים לשוק היוקרה, התאמה אישית יוקרתית. מַסְקָנָהלמרות היותה קטנה, הבטנה משפיעה ישירות על האיכות הכוללת וחוויית המשתמש של התיק. כיצרן מקצועי של תיקים, OEM/ODM, יש לנו ספריית משאבים נרחבת של בטנות. אנו יכולים להמליץ על פתרון הבטנה המתאים ביותר בהתבסס על מיקום המוצר, התקציב והדרישות הפונקציונליות שלכם. בין אם אתם שואפים ליעילות כלכלית עם פונגי, איכות פרימיום עם עור אפרסק ושאנטונג, או קיימות סביבתית עם... RPET ו ניילון ממוחזר, אנו יכולים לספק לך שירותי התאמה אישית מקיפים.אם אתם מחפשים שותף אמין להתאמה אישית של תיקים, אנא צרו איתנו קשר לקבלת דוגמיות והצעות מחיר. מְחַבֵּר
ראה עוד
תוֹכֶן הָעִניָנִיםⅠ. מדוע בחירת העור הנכון חשובה להצלחת המותג2. הבנת התכונות הפיזיות של עור אמיתיⅢ. מסגרת התאמת המותגⅣ. ניהול סיכוני שרשרת אספקהⅤ. כיצד להבטיח שמפעל ה-OEM שלך מבצע את בחירת העור שלך בצורה נכונהⅥ. שאלות נפוצותסיכום Ⅰ. למה בחירת העור הנכון חשובה להצלחת המותגעבור מותג מוצרי עור, עור אמיתי הוא הרבה יותר מחומר גלם המשמש לייצור תיקי יד. זהו מדיום מרכזי שדרכו מותג מקבע את זהותו, מתקשר לאיכות המוצר ומשפר את חוויית הלקוח הכוללת. בפועל, חלק מהמותגים וצוותי הרכש המתפתחים נופלים למלכודת נפוצה: בחירת עור המבוססת אך ורק על מחיר או על מגמות עכשוויות, תוך התעלמות מכך האם החומר באמת תואם את מיצוב המותג. חוסר התאמה זה יכול להוביל לסדרה של אתגרים בהמשך, כגון בלאי מוקדם, העברת צבע או עיוות לאחר השקת מוצר חדש; תלונות מוגברות של לקוחות הנגרמות עקב צבע לא עקבי באותה סדרת ייצור; עלויות מנופחות הנובעות משימוש חסר הבחנה בעור איכותי שלא ניתן לשקף במחיר הקמעונאי הסופי; או אפילו נזק למוניטין של המותג הנגרם מחומרים באיכות נמוכה. תחושת היד, שלמות המבנה, העמידות ודרישות התחזוקה של תיק יד מושפעות רבות מבחירת העור. בחירת החומר הנכון לא רק מסייעת להפיח חיים בקונספט העיצובי המקורי, אלא גם יוצרת מבנה עלויות בריא יותר ומאפשרת למותגים לנהל סיכונים פוטנציאליים לאחר המכירה באופן יזום. מדריך זה מיועד למנהלי מוצר מותגים, צוותי רכש ואנשי מקצוע בתחום פיתוח המוצר. מטרתו היא ליצור מסגרת מעשית ומקיפה לבחירת עור אמיתי, שתעזור למקבלי החלטות להתקדם מעבר לרכישה מבוססת ניסיון ולפתח מתודולוגיית רכש שיטתית וסטנדרטית יותר. Ⅱ. הבנת התכונות הפיזיות של עור אמיתיעור אמיתי עשוי מעורות בעלי חיים וכולל מבנה סיבים שפותח באופן טבעי. תהליכי עיבוד שונים, מקורות עור ושכבות שונות של העור גורמים לתכונות פיזיקליות שונות באופן משמעותי. הבנה מעמיקה של יסודות אלה היא הבסיס להחלטות מושכלות ומדעיות בנוגע לאיתור עור. 2.1 סיווג עור: עור מלא ועור מפוצל2.1.1 עור מלא גרגרעור גרגר מלא מגיע מהשכבה החיצונית ביותר של העור ושומר על הגרעין הטבעי המלא ומבנה הסיבים השזורים זה בזה.יתרונות: הוא מציע חוזק מתיחה מעולה, יכולת נשימה מעולה, מאפייני גרגירים טבעיים עשירים, מראה ותחושה יוקרתיים ועמידות יוצאת דופן.חסרונות: עורות איכותיים הם נדירים יחסית ולכן יקרים יותר. אלא אם כן העור עובר תיקון משמעותי בפני השטח, הוא עלול לשמור על סימנים טבעיים מחיי בעל החיים, כגון צלקות וסימני גדילה. 2.1.2 עור מפוצלעור מפוצל מיוצר מהשכבה הסיבית שמתחת לשכבת הגרעין לאחר הסרת שכבת הגרעין הטבעית. בהתאם לתהליך הגימור, הוא מחולק בעיקר לשתי קטגוריות: זמש ועור דו-יצוק.זמש: זמש מיוצר על ידי שיוף והרמת סיבי עור מפוצל ללא ציפוי PU או PVC. יש לו משטח רך ומחוספס באופן טבעי ומגע ייחודי דמוי זמש. הוא משמש בדרך כלל כבטנה לתיקים וניתן להשתמש בו גם לעיצובים חיצוניים בעלי אסתטיקה קז'ואלית או וינטג'ית.עור דו-יצוק: עור דו-יצוק מיוצר על ידי מריחת ציפוי PU או PVC על פני השטח של עור מפוצל כדי לדמות את המראה של גרגר טבעי. יש לו מראה אחיד יחסית ועמידות טובה בפני שחיקה אך מציע יכולת נשימה נמוכה יותר. הוא משמש לעתים קרובות למשטחים חיצוניים של מוצרים בהם נדרשת בקרת עלויות קפדנית.מאפיינים עיקריים: לשני סוגי העור המפוצל יש בדרך כלל עמידות נמוכה יותר לכיפוף מאשר לעור גרגר מלא. במיוחד עם עור דו-כיסוי, כיפוף חוזר ונשנה ושימוש ממושך עלולים בסופו של דבר לגרום לסדק או קילוף של ציפוי פני השטח.יישומים: זמש משמש בדרך כלל לבטנות תיקי יד או לעיצובים חיצוניים בעלי אסתטיקה קז'ואלית או וינטג', בעוד שעור דו-כיווני משמש נפוץ יותר כחומר חיצוני למוצרים רגישים לעלות. 2.2 תכונות פיזיקליות מרכזיות להערכה בעת רכישת עור2.2.1 חוזק מתיחה ותמיכה מבניתחוזק: עור בעל מבנה סיבים צפוף מציע חוזק מתיחה חזק ותמיכה מבנית טובה, מה שהופך אותו למתאים לתיקים מובנים.רכות ותמיכה מבנית: לעור רך, כמו עור כבש, מבנה סיבים רופף יחסית ותמיכה מבנית מוגבלת. הוא מתאים יותר לעיצובי תיקי יד רכים, רפויים או דמויי עור.יציבות מבנית: בבחירת עור, יש תמיד לקחת בחשבון את מבנה התיק המיועד. עור רך עלול לאבד בקלות את צורתו בעת שימוש בעיצובים מובנים, בעוד שעור קשיח מדי עשוי לא להתאים לסגנונות רכים ועטופים באופן טבעי. 2.2.2 עמידות בפני שחיקה ושריטותעמידות גבוהה בפני שחיקה: עור בעל גרגרים מתוקנים ועור מובלט, כגון עור מחוספס, בדרך כלל בעלי ציפויי שטח משמעותיים יחסית ועמידות גבוהה בפני שחיקה. הם מתאימים לתיקים המיועדים לשימוש יומיומי תכוף.חומרים בעלי אופי: עור מצופה שעווה נוטה לפתח סימנים גלויים במהלך השימוש. עם זאת, ניתן לעיתים קרובות למזג או להפחית שריטות קלות על ידי שפשוף עדין של המשטח בחום הגוף. לכן, אינו מומלץ לצרכנים המצפים למראה מושלם וללא שריטות. 2.2.3 עמידות צבעיש להעריך את עמידות הצבע באמצעות בדיקות סדקה יבשות ורטובות כאחד, תוך התייחסות לתקנים רלוונטיים כגון ISO 11640 או GB/T 39366.אזהרה: עור בצבע כהה ועור באפקט שטוף נוטים יותר להציג סיכונים בעמידות הצבע. אם עמידות הצבע בשפשוף רטוב אינה עומדת בתקן הנדרש, בדרך כלל מתחת לדרגה 3-4, בהתאם לדרישות הרלוונטיות, העור עלול להעביר בקלות צבע לבגדים בצבעים בהירים. 2.2.4 ספיגת מים ויציבות סביבתיתעור שזוף צמחי: עור שזוף צמחי רגיש לפתח כתמי מים קבועים כאשר הוא נחשף ללחות.יציבות סביבתית: גימורי ריסוס מסוימים עלולים להפוך שבירים, להיסדק או להתבלות תחת תנודות טמפרטורה קיצוניות.המלצת אספקה: עבור הזמנות המיועדות לשווקים לחים או בעלי טמפרטורה גבוהה, על מותגים לשקול ביצוע בדיקות עמידות למים וכן בדיקות בטמפרטורות גבוהות ונמוכות במידת הצורך. 2.2.5 חוזק קריעהעבור עורות דקים וגמישים, כגון עור עיזים, יש להקדיש תשומת לב מיוחדת לחוזק הקרע באזורים העומדים בפני עומס גבוה, כולל נקודות חיבור רצועות, בסיסי ידיות ופתחי חומרה. Ⅲ. מסגרת התאמת המותגניתן לזהות את העור המתאים ביותר על ידי הערכת ארבעה ממדים עיקריים. 3.1 מיצוב מחיר המותגמותגי מעצבים יוקרתיים / קווי יוקרה: מתן עדיפות לעור פרה ועור עיזים מלאים. שמרו על הגרגר והמרקם הטבעיים, מזערו ציפויי פני השטח הכבדים והדגישו אותנטיות, יופי טבעי ומחסור בחומרים.מותגי יוקרה בני קיימא בטווח הביניים: שקלו עור גרגירים עליונים האחראי לסביבה, כגון עור שזוף צמחי, כדי לאזן איכות פרימיום עם היצע ניתן להרחבה תוך חיזוק הנרטיב הקיימות של המותג.מוצרי עור אופנתיים לשוק ההמוני: ניתן להשתמש בעור מפוצל מצופה באיכות גבוהה כדי לשלוט בעלויות תוך שמירה על מראה עקבי. 3.2 צרכן יעד ותרחיש שימושצרכנים עסקיים וצרכנים הנוסעים לעבודה שמעדיפים עמידות: מומלץ עור פרה מובלט, כגון עור מחוספס או עור עם גרגרים צולבים, ועור פרה עם גרגרים מתוקנים. ציפויי המשטח היציבים שלהם מספקים עמידות חזקה בפני שריטות ודורשים תחזוקה מועטה יחסית.חומרים בעלי אופי: עור מצופה שעווה נוטה להראות סימנים בקלות ומתאים יותר לצרכנים שמעריכים את האופי הטבעי של העור.צרכנים צעירים יותר, מודעים לאופנה, שמעדיפים אסתטיקה: עורות רכים וגמישים עם אפשרויות צבעים עשירות לרוב מתאימים יותר. עור נאפה ועור מעושן קלות יכולים ליצור מראה טבעי, נינוח ועכשווי.חובבי סגנון חוץ וסגנון וינטג': עור שזוף צמחי הוא בחירה מצוינת. צבעו מעמיק בהדרגה ומפתח פטינה ייחודית עם השימוש, מה שמאפשר לכל מוצר לפתח סימני התיישנות ייחודיים עם הזמן. 3.3 מבנה המוצרתיקים מובנים כגון מזוודות ותיקים: אלה דורשים עור פרה מוצק בעל מבנה סיבים צפוף וחוזק מתיחה גבוה, כגון עור שזוף צמחי, המכונה לעיתים עור כלים מוצק.תיקי ענן רכים ותיקי כתף: אלה מתאימים יותר לעורות בעלי מבנה סיבים רופף יחסית ומגע רך וגמיש, כגון עור כבש או עור נאפה רך.עיקרון ליבה: מבנה התיק מגביל באופן ישיר את מגוון סוגי העור שניתן להשתמש בהם. עור רך אינו יכול לתמוך באופן טבעי בצללית נוקשה ללא חיזוק נוסף, בעוד שעור קשיח מדי לא צפוי לייצר קפלים רכים וטבעיים ודופנות. 3.4 הצעת ערך ליבה של המותגמותגים הבנויים סביב קיימות וחומרים טבעיים: הימנעו מעור בגימור כבד או מצופה בכבדות ככל האפשר. תנו עדיפות לעור צבוע בציפוי צמחי, באנילין, חצי אנילין או בגימור קל, וכן לעור שמקורו בבתי עיבוד עורות עם הסמכות סביבתיות מוכרות כגון הסמכת LWG.מותגים המתמקדים בעמידות מינימליסטית: נותנים עדיפות לעור פרה מלא גרגר, יציב מבחינה מבנית ובעל ביצועים גבוהים, ומפחיתים את השימוש בחומרים עדינים שעלולים להוביל לתלונות לאחר המכירה שניתן היה להימנע מהן.המלצה מעשית: בנו מסד נתונים פנימי של עור עבור המותג שלכם. לפני פיתוח כל מוצר חדש, העריכו ודירגו את סוגי העור המועמדים על פי ארבעת הממדים הנ"ל. גישה זו יכולה להפחית משמעותית את עלויות הדגימה והפיתוח המיותרות. Ⅳ. ניהול סיכוני שרשרת אספקהבניגוד לעור סינתטי, שניתן לייצר אותו בתהליכים תעשייתיים עקביים ביותר, עור אמיתי עשוי מעורות בעלי חיים ומשתנה באופן טבעי מחתיכה אחת לאחרת. שונות אינהרנטית זו היא אחד ממקורות הסיכון המשמעותיים ביותר - ולעתים קרובות מתעלמים מהם - ברכישת עור. 4.1 שני אתגרים טבעיים עיקריים וכיצד להתמודד איתם4.1.1 שינויים בין אצווה לאצווה וטקסטורה:סיכון העקביות: כל עור הוא ייחודי עקב גורמים כמו סביבת המחיה של בעל החיים, האקלים, העונה ודפוסי הגדילה הטבעיים. אפילו כאשר אותו מפעל מייצר את אותו פריט עור, שכפול של 100% מאצווה אחת לאחרת הוא בלתי אפשרי.פתרון מומלץ: יש לבסס מערכת דגימות מוגבלת לפני ייצור המוני. לאשר ולאטום דגימת ייחוס המגדירה בבירור טווחים מקובלים עבור וריאציות צבע, הבדלי גרגירים, סימנים טבעיים ומאפיינים חזותיים אחרים.המלצה נוספת: יש לשמור כמות מסוימת של עור נוסף במהלך הייצור בכמויות גדולות כדי לאפשר חיתוך סלקטיבי ובקרת איכות. 4.1.2 סיכוני תאימות סביבתית ורגולטורית: דרישות סביבתיות ורגולטוריות למוצרי עור ממשיכות להיות מחמירות יותר ברחבי העולם. תחומי דאגה עיקריים כוללים מתכות כבדות, צבעי אזו מוגבלים, תרכובות אורגניות נדיפות (VOCs) ודרישות עקיבות ממקור מן החי.גישה מומלצת: עבור מוצרים המיועדים לשווקים באירופה ובארה"ב, יש לוודא את תאימות העור לפני ביצוע הזמנות ייצור. החומרים חייבים לעמוד בדרישות הרגולטוריות הרלוונטיות, כולל ההוראות הרלוונטיות של מסגרת REACH של האיחוד האירופי, במידת הצורך. 4.2 המלצות מעשיות למותגיםחומרי ליבה של עור: בחרו סוגי עור מיומנים ומוכחים בעלי כושר ייצור יציב כדי להגן על זמני האספקה ולהבטיח איכות עקבית.חומרים מיוחדים או נישה: מותגים צריכים להיות מוכנים לקבל מידה מסוימת של פגמים טבעיים. יש להעביר ללקוחות מאפיינים אלה בבירור לפני הרכישה, כך שניתן יהיה לנהל את הציפיות כראוי.דגימות שנשמרו: יש לשמור דגימות שנשמרו מכל אצוות ייצור בכמויות גדולות של עור.עקיבות: במקרה של מחלוקת איכות, דגימות שנשמרו מספקות ראיות קריטיות לעקיבות ומשמשות כאמצעי הגנה חשוב להגנה על המוניטין של המותג. Ⅴ. כיצד להבטיח שמפעל ה-OEM שלך מבצע את בחירת העור שלך בצורה נכונהלאחר קביעת כיוון העור, מפעל ה-OEM ייקח אחריות על הדגימה, אופטימיזציית התהליך והייצור ההמוני.האם ניתן לתרגם בהצלחה את העור הנבחר למוצר הסופי תלוי במידה רבה בשאלה האם המותג נוקט בארבעה צעדים מרכזיים בתחילת תהליך הפיתוח. 5.1 שיתוף מפעל ה-OEM בתהליך ההערכה בשלב מוקדםבשלב הדגימה המוקדם, בקשו ממפעל ה-OEM להעריך את העור הנבחר משלוש נקודות מבט:מורכבות הייצור: יש להעריך האם העור הנבחר מתאים לטכניקות הבנייה והייצור הנדרשות.תפוקת חומר ואובדן חיתוך: הערך כמה חומר שמיש ניתן להפיק מכל עור וכיצד פגמים טבעיים עשויים להשפיע על יעילות החיתוך.דרישות עיבוד מיוחדות: זהו האם העור דורש תהליכי חיתוך, קילוף, צביעת קצוות, תפירה או גימור ספציפיים.יתרון מרכזי: הערכה מוקדמת מסייעת בזיהוי בעיות פוטנציאליות לפני תחילת הייצור, בהפחתת סיכוני יישום ובמזעור שינויים יקרים בהמשך מחזור הפיתוח. 5.2 תרגום דרישות איכות לסטנדרטים כמותייםהימנעו מהסתמכות אך ורק על תיאורים כגון "מגע רך" או "צבע קרוב לדוגמת הייחוס".במידת האפשר, ספקו מפרטים מדידים, כולל:סובלנות עובי מקובלתהפרש צבע מותרגודל מקסימלי של פגמים מותריםתדירות ופיזור פגמים מקובליםיישור שרשרת אספקה: מפעל ה-OEM צריך להעביר דרישות אלו ישירות לספק העור כדי להבטיח עקביות לאורך כל שרשרת האספקה. 5.3 מינוף משאבי שרשרת האספקה של המפעליצרני OEM מבוססים מקיימים לעתים קרובות קשרים ארוכי טווח עם בתי חרושת לעיבוד עורות וספקי עור גדולים.תמחור תחרותי: הם יכולים לעזור למותגים לנהל משא ומתן על תמחור תחרותי יותר.כושר ייצור: הם יכולים לסייע באבטחת כושר ייצור ולתעדף הקצאת חומרים.בדיקות חומרים: הם יכולים לתאם בדיקות עור ולנהל בקרת איכות ברמת אצווה.הפחתת סיכונים: פעולה זו יכולה להפחית משמעותית את נטל התקשורת ואת סיכוני האיכות הקשורים למותגים העובדים ישירות עם ספקים במעלה הזרם. 5.4 אפשרו זמן פיתוח מספיק והימנעו מדחיסת ציר הזמןתהליך פיתוח: תהליך הפיתוח צריך להתקדם בהדרגה, החל מאב הטיפוס הראשוני ודוגמת האישור, דרך דוגמת טרום-ייצור ולבסוף לייצור המוני.בדיקה והתאמה: יש להקצות זמן מספיק לבדיקת עור, התאמות תהליכים ואימות ייצור.בקרת סיכונים: מתן זמן פיתוח מספיק היא אחת הדרכים היעילות ביותר להפחית סיכונים בייצור המוני. Ⅵ. שאלות נפוצותריכזנו עבורכם שבע מהשאלות הנפוצות ביותר שמותגים שואלים בעת רכישת עור אמיתי כדי לעזור לכם לקבל החלטות מושכלות יותר. שאלה 1: האם עור טבעי עם צלקות או גרגירים לא אחידים אומר שהוא באיכות ירודה?א: לא בהכרח. אלו מאפיינים טבעיים של עור אמיתי ולא פגמים.המציאות האובייקטיבית: עור גרגר מלא איכותי אינו יכול להיות ללא רבב באותו אופן כמו עור סינתטי. סימנים טבעיים כמו קמטים בצוואר וסימני גדילה הם מאפיינים נורמליים של עור גרגר מלא איכותי ויכולים לשמש למעשה כעדות לאותנטיותו.הערכת איכות: סימן טבעי בדרך כלל נחשב כבלתי מקובל רק כאשר הוא מרוכז באזור גלוי מאוד של התיק ומשפיע באופן מהותי על המראה הכללי.ההמלצה שלנו: לפני הייצור, על מותגים לקבוע דגימה מוגבלת מאושרת בבירור עם המפעל, המגדירה מיקומים, גדלים וסוגים מקובלים של סימנים טבעיים. זה עוזר למנוע מחלוקות במהלך ייצור בכמות גדולה. שאלה 2: האם עור שזוף צמחי מתאים לייצור בקנה מידה גדול של תיקי אופנה?א: זה דורש שיקול דעת מדוקדק ובדרך כלל מתאים יותר לקווי מוצרים נישה בהשראת וינטג'.יתרונות: הוא מציע מראה טבעי שאין לטעות בו, אופי ייחודי ופטינה אותנטית שלא ניתן לשכפל בקלות על ידי סוגי עור אחרים.חסרונות: התכונות הפיזיקליות שלו רגישות יותר לתנאי סביבה. הוא יכול לפתח סימני מים, לשנות צבע עם חשיפה ממושכת לאור, לדרוש תנאי עיבוד מבוקרים יותר, ולהראות שינויי צבע בלתי נמנעים בין אצווה לאצווה.יישומים מומלצים: מתאים במיוחד לאוספי וינטג' נישה ומוצרים המדגישים אומנות ואסתטיקה בעבודת יד.שיקולי ייצור: עבור מוצרי אופנה בתנועה מהירה הדורשים ייצור בנפח גבוה ומראה עקבי ביותר, מותגים צריכים להשתמש בעור שזוף צמחי בזהירות או לשקול חלופות שזוף למחצה צמחי או שזוף בכרום. שאלה 3: אילו בדיקות נדרשות בעת קבלת עור להזמנות המיוצאות לאירופה וארצות הברית?א: עמידה בתקנות היא הדרישה הבסיסית לכניסה לשווקים בינלאומיים.בדיקות בסיסיות כוללות בדרך כלל: צבעי אזו, תכולת מתכות כבדות, פורמלדהיד ו-VOCs (תרכובות אורגניות נדיפות).דרישות נוספות: מדינות ומותגים מסוימים עשויים לדרוש תיעוד המוכיח את יכולת המעקב ומדינת המקור של עורות בעלי החיים.נוהג מומלץ: על מותגים לשקול לבקש מסמכי תאימות רלוונטיים מספקי עור, כולל הוכחות למפעלי עור עיבוד עורות בעלי הסמכת LWG במידת הצורך, וכן דוחות בדיקה המדגימים עמידה בדרישות REACH הרלוונטיות של האיחוד האירופי.ערך עסקי: מסמכים אלה יכולים לשמש כאישורים חשובים בעת כניסה לשווקים יוקרתיים באירופה ובארה"ב. שאלה 4: כיצד ניתן לוודא האם "עור מלא גרגר" של ספק הוא מקורי?א: בדוק את החתך ובצע בדיקת לחץ.בדיקת הלחץ: לחצו בעדינות על משטח העור בעזרת האצבע. עור גרגר מלא אמיתי בדרך כלל מפתח קמטים עדינים וטבעיים המקרינים החוצה מנקודת הלחץ וחוזר יחסית מהר למראהו המקורי כאשר הוא משתחרר.בדיקה ויזואלית: בדקו את חתך העור. עור גרגר מלא אמיתי מציג בדרך כלל דוגמת סיבים צפופה ובעלת מבנה טבעי.השיטה האמינה ביותר: לפני כניסה לשיתוף פעולה רשמי, יש לבקש דוח בדיקות חומרים של צד שלישי בכל עת שיידרש. נתוני בדיקה אובייקטיביים הם הדרך האמינה ביותר לאמת טענות לגבי חומרים. שאלה 5: האם עור מלא תמיד עדיף על עור מפוצל?א: לא. שני החומרים פשוט מגיעים משכבות שונות של העור ומתאימים לדרישות שונות של מותגים ומוצרים.עור מלא גרגר: עור מלא גרגר שומר על שכבת הגרגר הטבעית ובדרך כלל מציע יכולת נשימה טובה יותר ומראה גרגר אותנטי יותר. הוא משמש בדרך כלל במוצרים ברמה בינונית עד יוקרתית.עור מפוצל: עור מפוצל מיוצר לאחר פיצול העור וניתן לגמור אותו עוד יותר עם ציפויי שטח. הוא מציע עלויות חומר נמוכות יותר, פחות פגמים נראים לעין וניצול חומרים גבוה יותר, מה שהופך אותו מתאים למוצרים רגישים יותר למחיר ובנפח גבוה הדורשים מראה עקבי.עיקרון ליבה: אין היררכיה מוחלטת של "טוב יותר" או "גרוע יותר". העור הנכון הוא זה שמתאים בצורה הטובה ביותר למיצוב המותג ולשימוש המיועד של המוצר. שאלה 6: האם עור נאפה הוא עור אמיתי? לאיזו רמת מחיר הוא שייך?א: עור נאפה מתייחס בעיקר לסגנון עיבוד ותחושת יד אופיינית, ולא לדרגת עור ספציפית.המאפיינים המגדירים של עור נאפה הם רכות יוצאת דופן, משטח חלק ומעודן וגימור קליל יחסית.עור נאפה מלא גרגר: הקטגוריה היוקרתית ביותר, השומר על הגרעין והנקבוביות הטבעיות של העור.עור נאפה בעל גרגירים מתוקנים או גרגירים עליונים: קטגוריה מרכזית שעוברת תיקון קל של פני השטח וגימור.עור מפוצל או חומרים סינתטיים המשווקים כ-"נאפה גריין": חלק מהספקים עשויים להשתמש במונח "נאפה" או "סגנון נאפה" כדי לתאר עור מפוצל או חומרי מיקרופייבר מצופים PU.מסקנה עיקרית: אין להתייחס למילה "נאפה" לבדה כהוכחה לאיכות או לאותנטיות של העור. שאלה 7: כיצד סוגי עור שונים משתווים מבחינת קשיי תחזוקה וסיכון לאחר המכירה?א: מנקודת מבט של סיכון ייצור ואחרי מכירה, ניתן לדרג את סוגי העור באופן כללי מסיכון נמוך לגבוה כדלקמן:עור פרה שזוף בכרום עם גרגרים מתוקנים / עור מצופה: חומרים אלה בדרך כלל בעלי ציפויי שטח משמעותיים יותר והם מציעים עמידות טובה למים ולכתמים, מה שהופך אותם לקלים יחסית לתחזוקה וכרוכים בסיכון הנמוך ביותר לאחר המכירה.עור פרה שזוף כרום מלא: שומר על עמידות טבעית מסוימת לשימוש יומיומי, ושריטות קלות עשויות להיטמע בפני השטח עם הזמן.עור נאפה: הגימור הקל יותר שלו מעניק תחושה רכה ויוקרתית אך הופך את המשטח רגיש יותר לסימני ציפורניים ושריטות גלויים. יש להמליץ ללקוחות להימנע ממגע עם חפצים חדים.עור מעוגל: גרגיריו בעלי המרקם יכולים לעזור להסוות פגמים קלים, אך זנים מסוימים עשויים לספוג לחות בקלות ולפתח סימני מים.עור שזוף צמחי: זוהי אחת האפשרויות העדינות ביותר. הוא יכול להתכהות או לשנות צבע בחשיפה למים, לספוג שמנים ולפתח שריטות בקלות. יש ליידע את הלקוחות בבירור כי מאפיינים אלה טבועים בעור שזוף צמחי ואינם צריכים להיחשב אוטומטית לפגמי איכות. קביעת ציפיות מראש יכולה להפחית משמעותית מחלוקות לאחר המכירה. Ⅶ. מַסְקָנָההמראה הייחודי של תיק יד מעור אמיתי נובע מהאופי והמרקם שאין להם תחליף של עור טבעי. האמנות האמיתית של חיפוש מוצרים אינה עוסקת במרדף עיוור אחר החומר היקר ביותר או הזול ביותר. מדובר בזיהוי החומר שמשיג את האיזון הנכון בין מיצוב המותג, אסתטיקת העיצוב, ביצועי המוצר ומבנה העלויות. בחירת עור לא צריכה להיות משחק ניחושים סובייקטיבי. זוהי צריכה להיות תהליך קבלת החלטות סטנדרטי ושיטתי. על ידי יצירת מסגרת הערכה קפדנית, ביצוע בדיקות חומרים מתאימות ויישום בקרות סיכונים יעילות, מותגים יכולים להבטיח שתהליכי עור, עיצוב וייצור יעבדו יחד בצורה חלקה. כיבוד המאפיינים הטבעיים של עור אמיתי ותכנון רציונלי של תהליך הרכישה אינם רק בסיסיים ליצירת מוצרים מוצלחים - הם גם חיוניים לבניית מותג מוצרי עור בר-קיימא וארוך טווח. כשותפה בשרשרת האספקה עם 30 שנות ניסיון המתמחה בייצור תיקי עור אמיתיים ברמת יצרן הציוד המקורי (OEM), סינברי מספק תמיכה מקצה לקצה הכוללת בחירת עור, בדיקות ביצועי חומרים, פיתוח דגימות וייצור בקנה מידה גדול. אנו עוזרים למותגים לחבר כל שלב בתהליך - החל מבחירת החומרים ועד לאספקת המוצר המוגמר - כך שניתן יהיה להפוך בהצלחה עור איכותי למוצרים ברי קיימא מסחרית ומוכנים לייצור. מְחַבֵּר
ראה עוד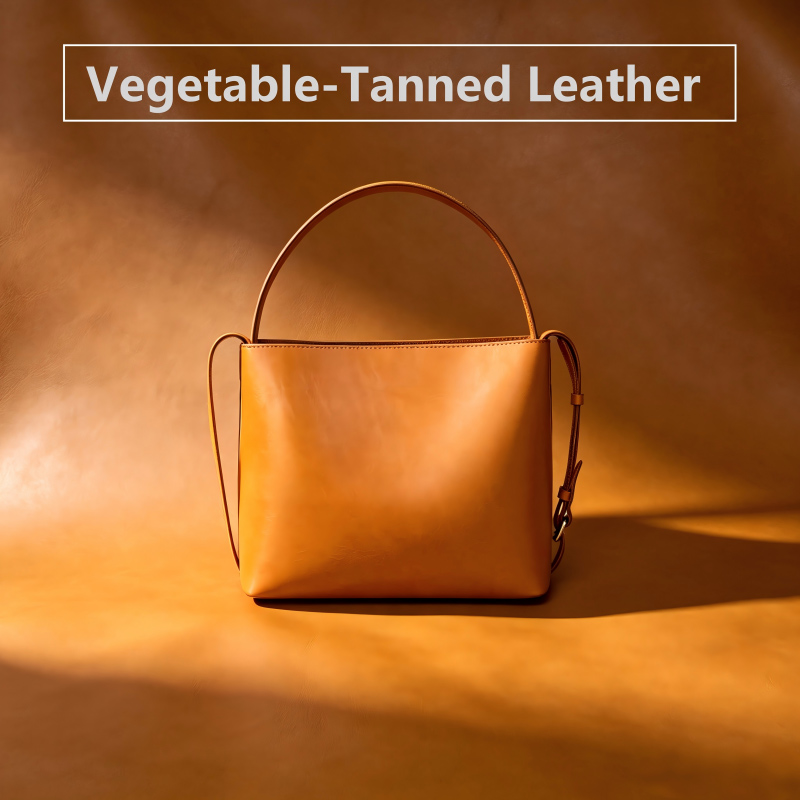
עור שזוף צמחי נבחר לעתים קרובות משום שהוא מסוגל לעשות משהו שחומרים רבים מצופים או סינתטיים אינם מסוגלים לעשות: הוא רושמת את סימני השימוש. אור השמש מעמיק בהדרגה את צבעו. שימוש תכוף הופך את פני השטח לחלקים יותר עם הזמן. שמנים טבעיים מהידיים יוצרים גוונים כהים יותר בפינות, בידיות, בקפלים וסביב אבזמים.מאפיין ויזואלי זה הפך עור שזוף צמחי למועדף בקרב מותגי עור רבים, חברות מתנות ומפתחי מוצרים בסגנון וינטג'. הם מעריכים את "מסע ההזדקנות" הייחודי של עור שזוף צמחי - כל מוצר מוגמר מפתח בהדרגה פטינה ייחודית באמצעות שימוש יומיומי, ויוצר חותם ייחודי השייך אך ורק לבעליו. אופי מתפתח זה הוא גם המאפיין הייחודי ביותר שמייחד אותו מסוגים אחרים של עור שזוף.תוֹכֶן הָעִניָנִים:מהו עור שזוף צמחי?עור שזוף צמחי לעומת עור שזוף כרוםיתרונות ומגבלות של עור שזוף צמחילמה מתאים עור שזוף צמחי בתעשיית התיקים?טכניקות לוגו המתאימות לעור שזוף צמחישאלות נפוצות א. מהו עור שזוף צמחי?עור שזוף צמחי הוא עור שעבר שיזוף מעורות בעלי חיים מוכנים לעור יציב באמצעות תהליך שיזוף מבוקר המשתמש בחומרי שיזוף שמקורם בצמחים (טאנינים).כאשר מסירים לראשונה עור של בעל חיים, הוא למעשה חתיכת חלבון שמתפרקת באופן טבעי. כדי להפוך אותו לעור עמיד, חומרי עיבוד חייבים ליצור קשרי צולבות עם סיבי הקולגן בעור. הטאנינים נקשרים למבנה הקולגן, משפרים את עמידות העור בפני ריקבון תוך שהם מעניקים לו את הקשיחות האופיינית לו, את הגרגירים הטבעיים, את יכולת העיבוד המעולה, את איכות הקצה המעולה ואת תכונות ההזדקנות הייחודיות שלו.בייצור עור מודרני, תהליך עיבוד הכרום הדומיננטי משתמש במלחי כרום תלת-ערכיים, המציעים ייצור מהיר, עלויות נמוכות יותר ועור בגימור רך יותר. עיבוד צמחי, לעומת זאת, חוזר לשיטה בה השתמשו בני אדם במשך אלפי שנים. טאנינים טבעיים מופקים מחומרים צמחיים כמו קליפה, עץ, עלים, פירות ותרמילי זרעים, ומאפשרים לסיבי העור "להתייצב" בהדרגה במשך מספר שבועות או אפילו חודשים.תהליך איטי זה הוא הבסיס לכל מאפיין מגדיר של עור שזוף צמחי.בשל תקופת השיזוף הממושכת והחדירה העמוקה של טאנינים, מבנה הסיבים של עור שזוף צמחי עובר שינוי יסודי. העור המוגמר הוא מוצק, צפוף וניתן ללטש אותו כדי להשיג קצה חלק דמוי מראה - דבר שקשה להשיג עבור עור שזוף כרום. יחד עם זאת, מכיוון שהתהליך אינו מסתמך על גימורי שרף סינתטי כבדים, פני השטח של עור שזוף צמחי שומרים על המראה הטבעי ביותר שלו, ללא ציפוי: נקבוביות נותרות גלויות בבירור, בעוד שצלקות טבעיות, סימני צמיחה ודפוסי ורידים נראים כולם גלויים. II. עור שזוף צמחי לעומת עור שזוף כרוםעבור קונים רבים שנתקלים לראשונה בעור שזוף צמחי, השאלה הגדולה ביותר היא: במה הוא שונה מעור בקר מלא רגיל? במציאות, ההבדל נקבע ברגע סיום תהליך השיזוף.השוואהעור שזוף צמחיעור שזוף בכרום (מיינסטרים)סוכן שיזוףטאנינים שמקורם בצמחים (טבעיים)מלחי כרום תלת-ערכיים (כימיים)זמן שיזוףמספר שבועות עד מספר חודשים1–3 ימיםתחושה מוגמרתיציב ומעוצב, בהתחלה די נוקשהרך, גמיש וגמיש היישר מהייצורמראה פני השטחגימור מינימלי או ללא גימור כלל, ומשאיר מראה טבעי ו"חשוף"בדרך כלל מצופה בגימור שיכול להסתיר פגמיםיציבות צבעמתכהה ומשתנה עם אור שמש ושימוש, מפתח פטינההצבע מתקבע לאחר הייצור ונשאר יציב יחסיתגימור קצהניתן ללטש וללטש עד לקבלת גימור חלק דמוי מראהבדרך כלל דורש צבע שוליים כדי לכסות את הקצוותעמידות למיםגרוע; חשיפה למים עלולה לגרום לשינוי צבע ולהתקשותעדיף; מים נוטים להצטבר ולגלוש באופן טבעיהתאמה לייצור המונילְהוֹרִידגבוה יותריש להבהיר תפיסה מוטעית נפוצה אחת: עור שזוף צמחי ועור גרגר מלא אינם מושגים מנוגדים. גרגר מלא מתאר איזה חלק של העור משמש - השכבה העליונה שלא עברה שיוף או ליטוש. שיזוף צמחי, לעומת זאת, מתאר את שיטת השיזוף. חתיכת עור בקר גרגר מלא יכולה להיות שזופית צמחית או שזופית כרום.עם זאת, עור איכותי שעבר שיזוף צמחי בשוק עשוי בדרך כלל מעורות גרגר מלא איכותיים. מכיוון שעור שעבר שיזוף צמחי אינו מסתמך על ציפויים כבדים כדי להסתיר פגמים, האיכות הטבועה של העור נראית במלואה על פני השטח המוגמרים. ג. יתרונות ומגבלות של עור שזוף צמחיעור שזוף צמחי אינו חומר פלא. הוא דומה מאוד לחתיכת ירקן הדורשת טיפוח זהיר - נקודות החוזק והחולשה שלו שונות באותה מידה.יתרונות1. דמות ייחודית שעוצבה על ידי הזמןהקסם הגדול ביותר של עור שזוף צמחי טמון ביכולתו להתפתח עם הזמן. עור טבעי שזוף צמחי מתחיל בגוון בז' בהיר ומתכהה בהדרגה עקב חשיפה לאור שמש, חום גוף וספיגת שמנים טבעיים מהידיים. עם הזמן, הוא מתפתח לגווני קרמל או דבש, ובסופו של דבר מפתח פטינה ייחודית לבעליו. מאפיין זה של "ככל שמשתמשים בו יותר, כך הוא נראה טוב יותר" הוא משהו שאף עור שעבר גימור כבד לא יכול לשחזר באמת.2. סיפור בר-קיימא באופן טבעיהטאנינים המשמשים בשיזוף צמחי מופקים ממקורות צמחיים מתחדשים. בהשוואה לשפכים מעיבוד כרום, הנוזלים הנוצרים במהלך שיזוף צמחי מתכלים הרבה יותר. עבור מותגים המדגישים קיימות, עור שזוף צמחי הוא חומר ידידותי לסביבה באופן טבעי הדורש הסבר מועט.3. קצוות דמויי מראה הניתנים לליטושתחת השפעת טאנינים בעלי צפיפות גבוהה, סיבי העור שעבר שיזוף צמחי הופכים דחוסים מספיק כדי שניתן יהיה ללטש את הקצוות לגימור דמוי מראה, בדומה לעץ. זה מאפשר לתיקים בעבודת יד איכותיים להשיג קצוות נקיים ומעודנים ללא צורך בצביעת הקצוות - אחת הסיבות העיקריות לכך שאומני עור רבים מעדיפים עור שעבר שיזוף צמחי.4. עמידות מוכחת לטווח ארוךלמרות שהוא מרגיש מוצק כשהוא חדש, עור שזוף צמחי מתרכך בהדרגה עם השימוש תוך שמירה על חוזק סיבים יוצא דופן. תיק עור שזוף צמחי שמתוחזק היטב יכול לעתים קרובות להחזיק מעמד יותר מעשור.מגבלות1. רגיש מאוד למים ולשמניםמכיוון שלעור שזוף צמחי אין ציפוי עמיד למים, אפילו טיפת מים אחת יכולה להשאיר סימן מים כהה. שמני עור טבעיים, קרם הגנה ואפילו צבע האינדיגו מג'ינס יכולים לחדור לעור ולא ניתן למחוק אותם. עבור חובבי עור, סימנים אלה הם סימנים של זמן ואופי; עבור צרכנים רגילים רבים, הם עשויים פשוט להיתפס ככתמים בלתי מקובלים.2. קשה לשמור על צבע עקבי בין מנותצבעו של עור שעבר שיזוף צמחי ממשיך להתפתח גם לאחר הייצור. שני עורות מאותה אצווה, המאוחסנים בצדדים מנוגדים של מחסן, עשויים לפתח גוונים שונים באופן ניכר לאחר שלושה חודשים בלבד.3. פחות מתאים לייצור המוני במהירות גבוהההמבנה המוצק שלו מגביר את העמידות במהלך התפירה, בעוד שגימור הקצוות דורש סבבים מרובים של שיוף, שעווה וליטוש. כתוצאה מכך, זמן העבודה הנדרש בדרך כלל ארוך בהרבה מזה של עור שזוף בכרום. IV. למה מתאים עור שזוף צמחי בצורה הטובה ביותר בתעשיית התיקים?בהתבסס על המאפיינים שנדונו לעיל, לעור שזוף צמחי יש אזור נוחות מוגדר היטב בכל הנוגע לייצור תיקים.יישומים אידיאלייםמוצרי עור קטנים: מחזיקי כרטיסים, נרתיקי מפתחות, שרוולי עטים ותליוני עור. גודלם הקומפקטי מקל על הטיפול בפגמים טבעיים תוך הצגת הקצוות המלוטשים להפליא שעור שזוף צמחי ידוע בהם.עיצובי תיקים מובנים: תיקי יד, תיקי מסמכים ותיקי שליח וינטג'. סגנונות אלה מנצלים את מלוא הנוקשות הטבעית של עור שזוף צמחי, ומאפשרים לתיקים לשמור על צורתם מבלי לקרוס.מהדורות מוגבלות ואוספים לזכרם: הגרגר הטבעי של העור ויכולתו לפתח פטינה ייחודית לאורך זמן יוצרים תחושה של בלעדיות ונדירות, מה שהופך אותו לבחירה מצוינת עבור אוספים מיוחדים. יישומים פחות מתאימיםתיקים רכים וגדולים: תיקי בד ושקיות קניות. עור שזוף צמחי הוא יחסית נוקשה כשהוא חדש, וכיפוף חוזר ונשנה על פני פאנלים גדולים יכול ליצור קמטים קבועים שלא ניתן להפוך.תיקי נסיעות יומיומיים בתדירות גבוהה: תיקים החשופים מדי יום לתחבורה ציבורית עמוסה, גשם ומגע תכוף עם משטחים שונים. בתנאים אלה, אופיו העדין של עור שזוף צמחי הופך בולט הרבה יותר.אופנה מהירה, מוצרים בנפח גבוה: בשל צבעו המתפתח, יעילות הייצור הנמוכה יותר ועלותו הגבוהה יותר בהשוואה לעור שזוף בכרום, עור שזוף צמחי אינו מתאים למחזורי הייצור המהירים ולאסטרטגיות התמחור האגרסיביות הנדרשות על ידי מותגי אופנה מהירה.מותגי תיקי יד רבים, אשר נותנים עדיפות לחוויית לקוח, מציגים במכוון עור טבעי שזוף צמחי כחלק מקו המוצרים המרכזי שלהם, ומעודדים את הלקוחות "לגדל" את התיקים שלהם באמצעות שימוש יומיומי. אינטראקציה ייחודית זו בין הבעלים לעור יוצרת חוויית בעלות אישית ביותר, משפרת משמעותית את האטרקטיביות של המוצר, מעודדת שיחות מפה לאוזן ומחזקת את נאמנות הלקוחות. זוהי גם אחת הסיבות לכך שעור שזוף צמחי הפך לבחירה יוצאת דופן עבור מותגי בוטיק המחפשים בידול משמעותי. V. טכניקות לוגו המתאימות לעור שזוף צמחילעור שזוף צמחי יש מעט מאוד גימור כימי, אם בכלל. מבנה הסיבים החזק שלו, יכולתו לספוג לחות ושמנים, והנטייה שלו לשנות צבע בחשיפה לחום מעניקים לו יתרונות ברורים ומגבלות ברורות בכל הנוגע ליישום לוגו. להלן מספר שיטות שהוכחו כיעילות מניסיוננו בייצור, כמו גם טכניקות שיש להימנע מהן.שיטות מומלצות1. הטבעה עיוורתזוהי טכניקת הלוגו המשלימה בצורה הטובה ביותר את אופיו של עור שזוף צמחי. תבנית פליז מחוממת משמשת להפעלת לחץ, ויוצרת רושם שקוע או מוגבה על פני העור. מכיוון שלא מיושם חומר נוסף, הלוגו הופך לחלק בלתי נפרד מהעור עצמו. ככל שהעור מפתח את הפטינה שלו עם הזמן, הקצוות המוטבעים הופכים בהדרגה לחלקים יותר ומפתחים ברק טבעי עדין.שיקולים מעשיים:מכיוון שעור שזוף צמחי הוא יחסית יציב, קצוות מוטבעים נראים חדים ומוגדרים יותר מאשר על עור שזוף כרום, מה שהופך טכניקה זו לאידיאלית לאותיות עדינות וקווים גיאומטריים.יש לשלוט בקפידה בטמפרטורה (בדרך כלל 80°C–120°C). טמפרטורה גבוהה מ-150°C עלולה להשאיר סימני חריכה חומים כהים סביב קצוות הטבעת, אשר בולטים במיוחד על עור טבעי ולא צבוע.הטבעה עמוקה (מעל 1 מ"מ) עלולה להשפיע על שטוחות הצד האחורי. אם הלוגו ממוקם על פאנל קדמי גדול של התיק, יש להעריך את נראות ההטבעה בגב.2. הטבעה בחום (זהב או כסף)הטבעה בחום בנייר כסף מוסיפה נופך מתכתי מעודן לעור שזוף צמחי. עם זאת, פני השטח הלא גמורים של העור הם חרב פיפיות: מכיוון שהנייר כסף בא במגע ישיר עם סיבי העור, ההידבקות שלו לרוב פחות אמינה מאשר על עור שזוף כרום עם ציפוי גמור.שיקולים מעשיים:השתמשו בנייר כסף איכותי שתוכנן במיוחד לעור, עם פיגמנטים עדינים והידבקות חזקה. נייר כסף סטנדרטי המיועד לנייר נוטה להתקלף על עור שזוף צמחי.הימנעו מהטבעה על צלקות טבעיות, סימני ורידים או אזורים אחרים שבהם מבנה הסיבים רופף, מכיוון שהנייר עשוי להתרומם או להתקלף יחד עם פגמים אלה.הטבעה בחום בנייר כסף בדרך כלל מייצרת ניגודיות חזותית טובה יותר על עור שזוף צמחי כהה (כגון עור חום או עור תה) מאשר על עור טבעי לא צבוע.3. גילוף / עיבוד עוראם יש טכניקה אחת שנועדה באופן מעשי לעור שזוף צמחי, זוהי גילוף (כלים) עור. עור שזוף צמחי הוא מוצק, בעל מבנה סיבים צפוף, והופך לעיצובי מאוד כאשר מרטיבים אותו. כאשר כלי גילוף עוברים על פני השטח, הם מייצרים דוגמאות חדות ומוגדרות היטב ששומרות על צורתן. ניתן לשפר עוד יותר את העיצוב המגולף באמצעות צביעה, הזהבה, גימור עתיק או טיפולים דקורטיביים אחרים.שיקולים מעשיים:גילוף עור דורש עורות באיכות גבוהה במיוחד. רק עור מלא גרגר A שזוף צמחי יכול לייצר חתכים נקיים וחדים. אזורים עם צלקות או גרגרים רופפים נוטים להפוך מטושטש לאחר הגילוף.התהליך מתבצע כולו בעבודת יד, מה שהופך את הייצור ההמוני ללא יעיל במיוחד. השלמת פאנל בודד עם דוגמה מגולפת מורכבת עשויה להימשך מספר שעות, מה שהופך טכניקה זו ללא מתאימה לייצור בנפח גבוה.לאחר הגילוף, יש לעצב את העור כראוי ולטפל בו לעמידות בפני לחות. אחרת, האזורים הגולפים השקועים עלולים להיות רגישים להתפתחות עובש בסביבות לחות.4. חריטה בלייזרחריטה בלייזר יכולה לשחזר גרפיקה וקטורית מורכבת ואפילו אפקטים של גווני אפור ללא צורך בכלים מותאמים אישית. עם זאת, עור שזוף צמחי מגיב בצורה שונה מאוד לחריטה בלייזר מאשר עור סינתטי או עור שזוף כרום.שיקולים מעשיים:הלייזר שורף את הטאנינים בתוך העור, וגורם לאזור החרוט להפוך לחום כהה או שחור. זה יוצר ניגודיות ויזואלית חזקה על עור טבעי ולא צבוע שעבר שיזוף צמחי, לכן יש תמיד להעריך את המראה הסופי באמצעות דגימה לפני הייצור.מכיוון שאין צורך במתכת בהתאמה אישית, חריטה בלייזר מבטלת את עלויות הכלים. עבור הזמנות קטנות בהתאמה אישית, היא לרוב משתלמת יותר מאשר הטבעה, מה שהופך אותה לאופציה מצוינת עבור מותגי בוטיק ומוצרים בהתאמה אישית.5. תגי מתכת / לוחיות שםתגי מתכת או לוחיות שם מחוברים לעור שזוף צמחי באמצעות מסמרות, ברגים או תפרים. גישה זו מתגברת על חלק מהמגבלות של העור עצמו, ומאפשרת להשיג גימורים רב-צבעוניים, אפקטים תלת-ממדיים ואפילו עיצובים מוארים.שיקולים מעשיים:מכיוון שעור שזוף צמחי הוא יחסית יציב, יש תמיד לנקב חורי פילוט לפני התקנת מסמרות. הנעת מסמרות ישירות לתוך העור עלולה לגרום לסדקים של הסיבים.למתכת ולעור יש מקדמי התפשטות תרמית שונים. בסביבות עם תנודות טמפרטורה משמעותיות, חורי מסמרות עשויים להתרחב בהדרגה עם הזמן, מה שיגרום להתרופפות החומרה. מומלץ להשתמש בדסקיות כדי לשפר את היציבות לטווח ארוך.יש לעגל או לשפשף את קצוות תג המתכת כדי למנוע מהם לחתוך או ללבוש את משטח העור במהלך שימוש ממושך.עבור תגי מתכת תפורים, יש לתכנן את מרווח התפרים בדיוק רב. חורי מחט בעור שזוף צמחי הם קבועים ואינם יכולים להתאושש, לכן יש למקם את התפרים בצורה נכונה בניסיון הראשון.לא מומלץ: הדפסת משי והדפסת פדאיננו ממליצים להדפיס משי או הדפסת טמפון ישירות על פני השטח של עור שזוף צמחי. הסיבות לכך פשוטות:לעור שזוף צמחי יש מעט מאוד ציפוי פני השטח, אם בכלל, מה שמקשה על שליטה בספיגת הדיו. כתוצאה מכך, הגרפיקה המודפסת נוטה לדימום ולהתקלף.עור שזוף צמחי ממשיך להתכהות ולספוג שמנים עם הזמן. ככל שהעור מתיישן באופן טבעי, גם העיצוב המודפס מתיישן איתו, מה שמוביל לעתים קרובות לחוסר עקביות בצבע לאחר מספר חודשים בלבד.בעוד שמריחת ציפוי איטום פני השטח לפני ההדפסה יכולה לשפר את הידבקות הדיו, היא גם פוגעת בתכונות שהופכות את עור שזוף צמחי לנחשק מלכתחילה. הציפוי פוגע במראה הטבעי והלא מצופה הייחודי שלו, כמו גם ביכולת הנשימה שלו. שאלות נפוצותשאלה 1: מה עדיף: עור שזוף צמחי או עור גרגירים עליונים?א: אלו אינם מושגים דומים, שכן הם מתארים היבטים שונים של עור. עור גרגר עליון מתייחס לשכבת העור המשמשת, בעוד שעיבוד ירקות מתייחס לתהליך השיזוף. חתיכת עור גרגר עליון יכולה להיות שזופית ירקות או שזופית כרום. למרות שעור שזוף ירקות איכותי עשוי בדרך כלל מעורות גרגר מלא באיכות גבוהה, "שזוף ירקות" אינו בהכרח אומר "גרגר עליון".שאלה 2: האם עור שזוף צמחי תמיד ידידותי יותר לסביבה מעור שזוף כרום?א: מבחינת חומרי שיזוף, טאנינים שמקורם בצמחים הם אכן טבעיים יותר ומתכלים ביולוגית יותר ממלחי כרום. עם זאת, יש להעריך את הקיימות הסביבתית לאורך כל מחזור חיי המוצר. גורמים כמו טיפול בשפכים בבית העיבוד עורות, האם הצבעים מכילים מתכות כבדות והרכב שמני הניקוי המשמשים במהלך התחזוקה - כולם ממלאים תפקידים חשובים. במידת האפשר, מומלץ לרכוש עור מבתי עיבוד עורות מוסמכים על ידי קבוצת העבודה לעור (LWG).שאלה 3: האם תיקי עור שזוף צמחי עמידים למים?א: עור טבעי שזוף צמחי מציע עמידות מעטה במים, אם בכלל. שיפור ביצועי האיטום שלו דורש מריחת חומרי איטום או שעווה לאחר השיזוף, אך פעולה זו משנה את יכולת הנשימה והמגע הטבעי של העור תוך פגיעה במראהו הלא מצופה. אם המוצר מיועד לשימוש תכוף בתנאי גשם, עור שזוף בכרום עם גימור מגן הוא בדרך כלל בחירה מתאימה יותר.שאלה 4: מדוע מחירו של עור שזוף צמחי משתנה כל כך?א: מחיר עור שזוף צמחי תלוי בעיקר בשלושה גורמים:איכות העור, כולל דרגת העור, נוכחות צלקות ואזור העור בו נעשה שימוש.שיטת שיזוף ומשכו, כגון שיזוף בור מסורתי לעומת שיזוף תוף מואץ.מדינת או אזור מוצא.עור שזוף צמחי העשוי מעורות איכותיים באמצעות עיבוד בור מסורתי ארוך מחזור יקר משמעותית מעור המיוצר בשיטות עיבוד מהירות יותר, וכתוצאה מכך יוצרים הבדלים ניכרים במחירים במוצרים הסופיים.שאלה 5: איך אפשר לדעת אם עור באמת שזוף צמחי?א: ניתן לזהות עור אמיתי שזוף צמחי באמצעות ארבע השיטות הבאות:ריח: לעור שזוף צמחי אותנטי יש ארומה אדמתית ייחודית עם מתיקות טבעית עדינה. לעור שזוף כרום יש לעתים קרובות ריח כימי או כמעט ללא ריח מורגש.קצה חיתוך: בחן קצה לא גמור. עור שזוף צמחי בדרך כלל מציג צבע קרם חם או חום בהיר לכל חתך הרוחב שלו. עור שזוף בכרום בדרך כלל בעל חתך רוחב כחלחל-אפור - הצבע האופייני שמשאיר כרום סולפט.תגובת מים: טיפה קטנה של מים תחשיך מיד את פני השטח של עור שזוף צמחי לפני שתתבהר בהדרגה שוב כשהוא מתייבש. על עור שזוף כרום, מים בדרך כלל מצטברים ומתגלגלים מהשטח.תחושה: לעור אמיתי שזוף צמחי יש תחושה מוצקה ומובנה והוא נוקשה יחסית כשהוא חדש, ודורש תקופת חימום. אם מוצר המפורסם כ"עור שזוף צמחי" מרגיש רך ורפוי יתר על המידה מיד עם היציאה מהקופסה, כדאי לבחון אותו ביתר קפידה.שאלה 6: כיצד יש לטפל בעור שזוף צמחי?א: הנה כמה טיפים מעשיים לטיפול שיעזרו לשמור על מוצרי עור שעברו שיזוף צמחי במצבם הטוב ביותר. מומלץ למותגים לכלול המלצות אלו בהוראות הטיפול במוצר שלהם.הימנעו מהרטבת העור, במיוחד במהלך החודש הראשון לשימוש.הרחיקו את העור ממקורות חום ואל תשתמשו במייבש שיער כדי לזרז את הייבוש.אין לנקות אותו עם מברשות סינתטיות - השתמשו רק במברשות עם זיפים טבעיים.אם מוצר העור נמצא בשימוש תכוף, יש למרוח שמן מרכך או מוצר טיפוח לעור ספציפי לעור פעם בשבוע.יש למרוח שעווה על העור באופן קבוע כדי לשמור על מצבו ומראהו.מַסְקָנָהעור שזוף צמחי אינו חומר תעשייתי שניתן להשתמש בו ללא תמורה. במקום זאת, הוא דומה יותר לפרויקט ארוך טווח הכולל את המותג, היצרן והמשתמש הסופי. קשיחותו, שינויי הצבע, הסימנים הנראים לעין והפטינה המתפתחת שלו הם גם מגבלותיו וגם מקורות המשיכה הגדולים ביותר שלו.כיצרנית שקיות OEM עם יותר מ-30 שנות ניסיוןתמיד האמנו שאין חומר "טוב" או "רע" אוניברסלי - רק החומר המתאים ביותר למטרה מסוימת. אם המותג שלכם בנוי סביב מהירות, חדשנות וסטנדרטיזציה, עור שזוף צמחי לא בהכרח יהיה הבחירה האידיאלית. אבל אם המותג שלכם מספר סיפור של זמן, אומנות, מרקם וחברות, עור שזוף צמחי עשוי להיות מספר הסיפורים האותנטי ביותר מכולם. מְחַבֵּר
ראה עודאנא המשך לקרוא, להישאר מעודכן, להירשם, ואנו מזמינים אותך לספר לנו מה אתה חושב.




זכויות יוצרים
@2024 Synberry Bag & Package Products Co.,Ltd כל הזכויות שמורות
.
 רשת נתמכת
רשת נתמכת
מפת אתר / בלוג / Xml / מדיניות פרטיות